
有个质量人说我已经知道下任美国总统是谁了!

根据CNN周一(7月25日)公布的最新民调,有44%的被调查者支持特朗普担任下届美国总统,39%的人支持希拉里,加里·约翰逊(前墨西哥州州长、美国自由党总统参选人)和吉尔·斯泰因(代表绿党参加总统选举)的支持率分别为9%和3%。而在另一项只有希拉里和特朗普两个人的调查中,特朗普也以48%的支持率超过希拉里(支持率为45%)。
此次民调显示,就算在个人形象上,特朗普也更加高大了。
有52%的人表示,他们相信特朗普竞选总统是为了国家的利益而不是出于私利,只有44%的人相信“狡猾的希拉里”是这样的。
据报道,此次民调是7月22日至24日间进行的,CNN通过电话随机采访了美国国内1001位成年人,其中有882名登记选民的样本。
这个是CNN最近调查的数据,普通人看新闻看到的是48%比45%大 3%,特朗普是领先的。
我们质量人不能这样看,这不科学!在882的样本中,3%的差距是否能证明两人的支持率是存在显著的差异?
当然我们质量人也想知道未来的美国总统是谁,这并不难,几分钟的事情, 行动起来。。。
从上面的数据,我们知道未来的美国总统肯定是希拉里或特朗普二选一。
于是先整理了下数据!
候选人 支持率 支持人数
特朗普 48% 423
希拉里 45% 397
总调查人数 882
我们想知道从调查结果中希拉里与特朗普的支持率是否有显著的差异。
我们使用双比例假设检验:
零假设(或原假设)为:特朗普与希拉里的支持率是一样的
备择假设(或对立假设)为:特朗普与希拉里的支持率不一样
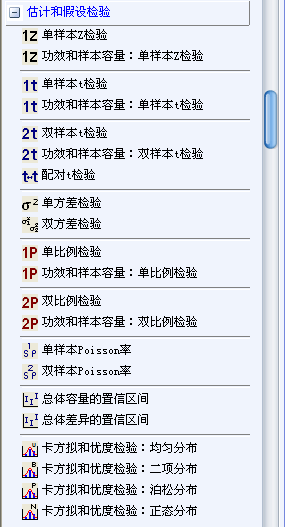
一,打开 6SQ统计3.0 --估计和假设检验--双比例检验

二,输入对应的数据 (如下图), 备择假设选择不等于.

三,点击确定输出分析结果:

6SQ统计插件可以直观的显示分析结论:接受零假设
通俗的来说,通过这个调查数据分析,特朗普与希拉里的支持率无显著差别。
我们无法判断谁会当选为总统。
但我们注意到以下信息:
此次民调显示,就算在个人形象上,特朗普也更加高大了。
有52%的人表示,他们相信特朗普竞选总统是为了国家的利益而不是出于私利,只有44%的人相信“狡猾的希拉里”是这样的。
我们来看看数据两人在被相信率上是否有明显的差异。
候选人 被相信率 相信人数
特朗普 52% 459
希拉里 44% 388
总调查人数 882
同样我们使用双比例假设检验:
零假设(或原假设)为:特朗普与希拉里的被相信率是一样的。
备择假设(或对立假设)为: 特朗普与希拉里的被相信率不一样.
一,打开6SQ统计3.0 --估计和假设检验--双比例检验
二,输入对应的数据(如下图 ),备择假设选择不等于.

三,点确定输出结果

6SQ统计插件可以直观的显示分析结论: 拒绝零假设。
接受备择假设。
特朗普与希拉里的被相信率有显著性差异。
特朗普的被相信率比较高。
所以我们相信在投票时,特朗普会占优势,当选总统的可能性要高于希拉里.
说明:本次抽查的数据的分析结论,只在抽查的时间段是有效的,美国大选是在11月进行,后期各个候选人会再出大招,会产生各种变数,到时必须再抽查分析。
小贴士:
假设检验(Hypothesis Testing)
是数理统计学中根据一定假设条件由样本推断总体的一种方法。
具体作法是:根据问题的需要对所研究的总体作某种假设,记作H0;选取合适的统计量,这个统计量的选取要使得在假设H0成立时,其分布为已知;由实测的样本,计算出统计量的值,并根据预先给定的显著性水平进行检验,作出拒绝或接受假设H0的判断。
常用的假设检验方法有u—检验法、t检验法、χ2检验法(卡方检验)、F—检验法,秩和检验等。 收起阅读 »
6SQ统计3.0企业版发布, 提供90天试用下载!
一款整合Excel国产唯一综合质量统计分析软件, 是质量数据分析的完美工具。
特点:小巧,易用,经济,灵活,实用,绿色.
支持:32位,64位及全部Excel版本
界面:简体中文,英文,繁体中文
适用: 六西格玛绿带,黑带,质量及相关技术人员
版本:3.0企业版
8.28 正式版 http://pan.baidu.com/s/1i5AXSRN
增加了:
IMRR控制图,
边际图
非参数检验(配对平均数,配对差,配对斜率,Fredman检验)
主效应图
交互作用图.
对称图
收起阅读 »
特点:小巧,易用,经济,灵活,实用,绿色.
支持:32位,64位及全部Excel版本
界面:简体中文,英文,繁体中文
适用: 六西格玛绿带,黑带,质量及相关技术人员
版本:3.0企业版
8.28 正式版 http://pan.baidu.com/s/1i5AXSRN
增加了:
IMRR控制图,
边际图
非参数检验(配对平均数,配对差,配对斜率,Fredman检验)
主效应图
交互作用图.
对称图
学习交流QQ群 14194812 微信 Ltswho
6SQ统计插件for Excel的特点与优点:
-------------------------------------------------------------------------------
1,方便: 与excel结合在一起,数据处理更方便 ,输出结果的工作表可任意编辑,可脱离软件任意电脑使用。
2,动态: 带有公式功能, 更新数据自动刷新图表和结果。
3,易用: 易于掌握使用,输出结果简单明确,直接写明判断结果,接受/不接受,让一线的操作员工都能看懂。
4,通用: 输出结果为excel表格,只要装有excel就可以交流数据结果.可以方便的与公司同事,供应商,客户进行数据交流,讨论。
5,可扩展: 独有的模板功能有良好的扩展性,整合了大量常用的excel模板,如FMEA,8D,AQL抽样,PPAP,控制计划,预控图,鱼骨图等,并可以自已无限增加您常用的各种Excel 模板。
6,联网共享: 可以通过excel本身的共享工作簿功能,轻松实现远程数据共享,协同工作,远程监控数据等功能。
7,经济: 价格便易,企业版只相当于国外统计软件的1/10,大大节约企业成本。企业无须大投资就可以推行质量管理,应用统计技术,提升企业质量水平。
8,国产: 6SQ统计插件完全中国人自已开发的统计软件,是目前国内唯一一款国产全面质量统计分析软件,能够提优质的售后服务和定制性开发。

收起阅读 »
如何用统计的方法验证英国公投有效性

英国选举委员会公布,英国投票决定脱离欧盟。
这一公投结果意味着,自1975年加入以来,英国现在成为史上第一个退出欧盟的国家。
英国公投382个投票区全部公布结果。其中支持脱欧17,410,742人,占比51.9%,支持留欧16,141,241人,占比48.1%。
你想试下?点击下载6SQ统计插件!http://www.6sq.net/6sqstat/ 收起阅读 »
Minitab 17.2最新中文版的技术支持
Minitab官网最新中文版技术支持:#http#://support.minitab.com/zh-cn/minitab/17/
附:打开时请删除#,然后复制到浏览器中即可打开

附:打开时请删除#,然后复制到浏览器中即可打开
使用控制图评估航班的整体运行状况
*2013年4月,第八届中国质量协会的颁奖典礼上,在评审“品质不折不扣”的理念下,我们公司以多年来致力追求满足客户满意度的决心与成就,脱颖而出,获得中质协品质奖。
我们公司自1999年起,努力实践 6σ (Six Sigma)的提高客户满意度策略。 6 σ曾经协助许多世界级企业展现惊人的成绩,它曾经使通用电气(GE)公司迈向营运的高峰,被杰克韦尔奇称许为通用所采用的过最重要的管理措施;也是西方企业力抗日本企业反败为胜的法宝。*
在学习完六西格玛课程后,我们公司要求对航班准点率进行分析。于是,我们协调相关部门,收集了从16号到26号航班在各个航程上的延误时间,并对特殊的情况加以记录,比如大雾、下雨等异常天气影响。然后将数据按照日期、航程、原因、天分为四列,存储在Excel的工作表中,在这里,不难发现使用SPC中的控制图来监控航班运行状况比较合适。
接下来我们考虑使用专业的统计软件进行分析,那么使用什么工具来制作控制图呢?众所周知,在统计分析方面,比较专业的统计软件有Minitab、JMP等工具。下面,我们分别使用最常用的这两种工具进行控制图分析。
首先打开这两个软件,然后定位到软件中的控制图工具。
(1)在Minitab中,我们找到了两种制作控制图的工具,即统计菜单下的控制图选项以及协助菜单的控制图功能。按照通常的软件操作步骤,我们很快在菜单栏的统计和协助选项中找到控制图功能,路径非常清晰。

然后在JMP中,我也找到了两种制作控制图的方法,即控制图生成器和控制图菜单项,它们都位于分析菜单下的质量和过程菜单中。

(2)在进行分析之前,我们分别将这两种软件的控制图工具加以比较:
<1>直接的控制图工具
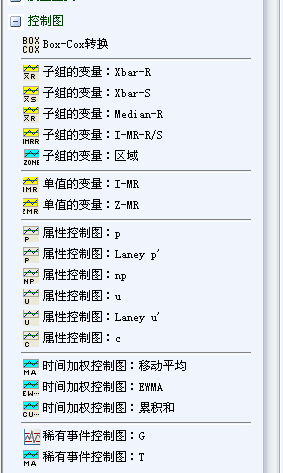
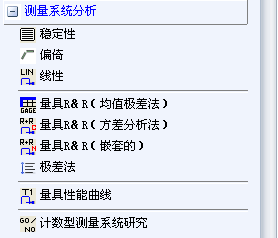
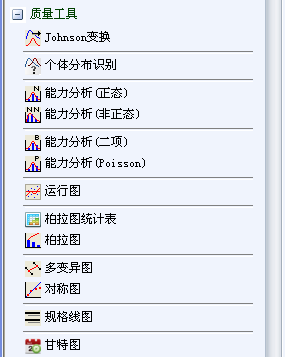
从图形上,我们很容易发现在Minitab的统计>>控制图的菜单选项中,根据控制图类型的不同,把控制图分为五类,选择起来非常方便。在控制图菜单的最上方,有一个正态转换的工具即Box-Cox转换,这使得我们在使用有正态性要求的控制图时,可以方便地确定最优参数,把非正态数据转换为正态。
同样,我们可以看到在JMP当中的控制图菜单上,是按名称进行排列的,所以在使用的时候,需要对控制图有充分的掌握,才能进行正确的选择。相对来说,Minitab的控制图使用起来比较简单。
<2>辅助的控制图工具
在这里,我打开了Minitab协助菜单中的控制图,根据图形提示,我们可以轻松、准确地选择工具,甚至可以直接使用协助菜单的控制图功能进行统计分析。
Minitab的协助菜单

使用协助菜单进行控制图分析

最后协助菜单还会对分析结果进行判定,大大简化了统计分析的工作。
通过协助菜单得到的分析结果



下面我们看一下JMP软件中的控制图生成器,在控制图生成器中我们可以灵活的进行输入,使用手动拖动来设置图形变量。
JMP中的控制图生成器界面

输入过程变量之后,得到以下结果

(3)接下来,我们分别使用两个软件中直接的控制图对航空数据进行分析,得到了下面的结果:
Minitab中的控制图输出

会话窗口输出

JMP中的控制图输出

我们看到,Minitab的输出结果更加详细,对于失控点有具体的解释的说明,而JMP在这里输出的信息相对较少。
当然,有时我们需要将分析结果导出来,这时我们可以在Minitab中右键选择导出到Word、PPT,或者直接添加到报表当中,或者选择复制、打印或者保存为独立文件(Minitab支持多种图形格式)。在JMP当中,我们可以使用菜单下的选择工具进行选择,然后复制或者导出所需结果。
在分析结束之后,我们需要对失控原因进行调查,以尽可能减少航班延迟时间,提高客户满意度。
从分析的工具选择上来说,Minitab当仁不让是实施六西格玛的首选软件,其简单的操作和强大的功能能够非常完美的匹配我们在项目实施中的各种统计分析需求,最重要的是能把结论接的给出,达到事半功倍的效果,不愧为“非统计专业的专业统计软件”。
收起阅读 »
我们公司自1999年起,努力实践 6σ (Six Sigma)的提高客户满意度策略。 6 σ曾经协助许多世界级企业展现惊人的成绩,它曾经使通用电气(GE)公司迈向营运的高峰,被杰克韦尔奇称许为通用所采用的过最重要的管理措施;也是西方企业力抗日本企业反败为胜的法宝。*
在学习完六西格玛课程后,我们公司要求对航班准点率进行分析。于是,我们协调相关部门,收集了从16号到26号航班在各个航程上的延误时间,并对特殊的情况加以记录,比如大雾、下雨等异常天气影响。然后将数据按照日期、航程、原因、天分为四列,存储在Excel的工作表中,在这里,不难发现使用SPC中的控制图来监控航班运行状况比较合适。
接下来我们考虑使用专业的统计软件进行分析,那么使用什么工具来制作控制图呢?众所周知,在统计分析方面,比较专业的统计软件有Minitab、JMP等工具。下面,我们分别使用最常用的这两种工具进行控制图分析。
首先打开这两个软件,然后定位到软件中的控制图工具。
(1)在Minitab中,我们找到了两种制作控制图的工具,即统计菜单下的控制图选项以及协助菜单的控制图功能。按照通常的软件操作步骤,我们很快在菜单栏的统计和协助选项中找到控制图功能,路径非常清晰。
然后在JMP中,我也找到了两种制作控制图的方法,即控制图生成器和控制图菜单项,它们都位于分析菜单下的质量和过程菜单中。
(2)在进行分析之前,我们分别将这两种软件的控制图工具加以比较:
<1>直接的控制图工具
从图形上,我们很容易发现在Minitab的统计>>控制图的菜单选项中,根据控制图类型的不同,把控制图分为五类,选择起来非常方便。在控制图菜单的最上方,有一个正态转换的工具即Box-Cox转换,这使得我们在使用有正态性要求的控制图时,可以方便地确定最优参数,把非正态数据转换为正态。
同样,我们可以看到在JMP当中的控制图菜单上,是按名称进行排列的,所以在使用的时候,需要对控制图有充分的掌握,才能进行正确的选择。相对来说,Minitab的控制图使用起来比较简单。
<2>辅助的控制图工具
在这里,我打开了Minitab协助菜单中的控制图,根据图形提示,我们可以轻松、准确地选择工具,甚至可以直接使用协助菜单的控制图功能进行统计分析。
Minitab的协助菜单
使用协助菜单进行控制图分析
最后协助菜单还会对分析结果进行判定,大大简化了统计分析的工作。
通过协助菜单得到的分析结果
下面我们看一下JMP软件中的控制图生成器,在控制图生成器中我们可以灵活的进行输入,使用手动拖动来设置图形变量。
JMP中的控制图生成器界面
输入过程变量之后,得到以下结果
(3)接下来,我们分别使用两个软件中直接的控制图对航空数据进行分析,得到了下面的结果:
Minitab中的控制图输出
会话窗口输出
JMP中的控制图输出
我们看到,Minitab的输出结果更加详细,对于失控点有具体的解释的说明,而JMP在这里输出的信息相对较少。
当然,有时我们需要将分析结果导出来,这时我们可以在Minitab中右键选择导出到Word、PPT,或者直接添加到报表当中,或者选择复制、打印或者保存为独立文件(Minitab支持多种图形格式)。在JMP当中,我们可以使用菜单下的选择工具进行选择,然后复制或者导出所需结果。
在分析结束之后,我们需要对失控原因进行调查,以尽可能减少航班延迟时间,提高客户满意度。
从分析的工具选择上来说,Minitab当仁不让是实施六西格玛的首选软件,其简单的操作和强大的功能能够非常完美的匹配我们在项目实施中的各种统计分析需求,最重要的是能把结论接的给出,达到事半功倍的效果,不愧为“非统计专业的专业统计软件”。
收起阅读 »
盈飞无限问鼎航空航天业最佳IT解决方案提供商
鉴于其制造业智能(MI)和企业级质量解决方案在航空航天业的卓越表现,《CIO Review》(《首席信息官评论》)杂志特授予盈飞无限(InfinityQS)“年度最具前景航空航天业技术解决方案供应商”称号。
(美国费尔法克斯)日前,全球制造业智能(MI)和实时质量管理解决方案领导者盈飞无限国际有限公司(InfinityQS International, Inc.)荣登美国《CIO Review》杂志 “年度20家最具前景航空航天业IT解决方案提供商”榜单。据悉,在对全球300家IT解决方案提供商进行详细评审后,专家小组与《CIO Review》杂志编委会一致表示:作为站在IT解决方案前沿的技术领导者,盈飞无限可以帮助航空航天企业更好地应对各项质量挑战。
《CIO Review》 杂志的发行商和创始人Harvi Sachar表示:“盈飞无限ProFicient软件系统是被实践证明能够帮助航空航天企业有效提升产品品质的强大质量利器。由于多个大型企业集团皆成功部署和实施盈飞无限的企业级质量解决方案,因此我们对盈飞无限其实早有耳闻。非常高兴盈飞无限能入围本年度航天航空业最具前景20家科技解决方案提供商榜单,其成功要归功于他们不断创新、让全球航空航天客户持续受益的顶级高技术含量解决方案。”
《CIO Review》杂志是专业介绍企业级解决方案的科技评论杂志,其介绍的解决方案帮助制造企业更好地制订商业目标。作为备受专业技术决策制订者尊敬的第三方信息源,《CIO Review》杂志一直致力于从多个领域尤其是技术经营角度探寻 “最佳”企业级解决方案。基于对航空航天业企业级技术解决方案提供商的特别关注,《CIO Review》编委会会同各业界领袖经过详细评审与商讨,从被提名的300家供应商中甄选出20家企业,进入“年度20家最具前景航空航天业IT解决方案提供商”榜单。盈飞无限同此次入围的其他供应商相关获奖信息刊载于《CIO Review》3月精选。
关于《CIO Review》
《CIO Review》 杂志总部位于美国加利福尼亚州弗里蒙特(Fremont),是一本专业介绍企业级解决方案的科技评论杂志。这些企业级解决方案用于帮助制造企业更好地制订未来的商业目标。《CIO Review》向读者介绍已经成功实践或即将成为热点的创新企业级解决方案,并为企业技术决策层提供客观、中立的信息资源。
《CIO Review》为企业展示其创新的解决方案提供了一个绝佳的分享平台。尽管美国商业企业市场仍然呈几何级数增长,但企业家当中相关创新交流却存在信息真空。《CIO Review》为企业的高级管理者提供了一个分享真知灼见的平台,帮助企业打造积极健康的创新生态系统。技术与商业领导者通过分享各项技术新趋势受益良多,并对企业级解决方案在实现商业目标过程中所扮演的角色有了更深入的认知。 收起阅读 »
(美国费尔法克斯)日前,全球制造业智能(MI)和实时质量管理解决方案领导者盈飞无限国际有限公司(InfinityQS International, Inc.)荣登美国《CIO Review》杂志 “年度20家最具前景航空航天业IT解决方案提供商”榜单。据悉,在对全球300家IT解决方案提供商进行详细评审后,专家小组与《CIO Review》杂志编委会一致表示:作为站在IT解决方案前沿的技术领导者,盈飞无限可以帮助航空航天企业更好地应对各项质量挑战。
《CIO Review》 杂志的发行商和创始人Harvi Sachar表示:“盈飞无限ProFicient软件系统是被实践证明能够帮助航空航天企业有效提升产品品质的强大质量利器。由于多个大型企业集团皆成功部署和实施盈飞无限的企业级质量解决方案,因此我们对盈飞无限其实早有耳闻。非常高兴盈飞无限能入围本年度航天航空业最具前景20家科技解决方案提供商榜单,其成功要归功于他们不断创新、让全球航空航天客户持续受益的顶级高技术含量解决方案。”
《CIO Review》杂志是专业介绍企业级解决方案的科技评论杂志,其介绍的解决方案帮助制造企业更好地制订商业目标。作为备受专业技术决策制订者尊敬的第三方信息源,《CIO Review》杂志一直致力于从多个领域尤其是技术经营角度探寻 “最佳”企业级解决方案。基于对航空航天业企业级技术解决方案提供商的特别关注,《CIO Review》编委会会同各业界领袖经过详细评审与商讨,从被提名的300家供应商中甄选出20家企业,进入“年度20家最具前景航空航天业IT解决方案提供商”榜单。盈飞无限同此次入围的其他供应商相关获奖信息刊载于《CIO Review》3月精选。
关于《CIO Review》
《CIO Review》 杂志总部位于美国加利福尼亚州弗里蒙特(Fremont),是一本专业介绍企业级解决方案的科技评论杂志。这些企业级解决方案用于帮助制造企业更好地制订未来的商业目标。《CIO Review》向读者介绍已经成功实践或即将成为热点的创新企业级解决方案,并为企业技术决策层提供客观、中立的信息资源。
《CIO Review》为企业展示其创新的解决方案提供了一个绝佳的分享平台。尽管美国商业企业市场仍然呈几何级数增长,但企业家当中相关创新交流却存在信息真空。《CIO Review》为企业的高级管理者提供了一个分享真知灼见的平台,帮助企业打造积极健康的创新生态系统。技术与商业领导者通过分享各项技术新趋势受益良多,并对企业级解决方案在实现商业目标过程中所扮演的角色有了更深入的认知。 收起阅读 »
distribution分析工具介绍第一篇,freq和weight的区别和应用
distribution分析工具介绍第一篇,freq和weight的区别和应用。
blog.sina.com.cn/s/blog_131a4909a0101g2d1.html
我的博客:blog.sina.com.cn/makeyourlifeeasier
blog.sina.com.cn/s/blog_131a4909a0101g2d1.html
我的博客:blog.sina.com.cn/makeyourlifeeasier
Minitab 17 发布!中英文
下载地址:(下载时,复制地址,把*去掉。)
单用户:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/single-user/web/mtbzh1710su.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/single-user/web/mtben1710su.exe
多用户:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/multi-user/web/mtbzh1710mu.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/multi-user/web/mtben1710mu.exe
语言包:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/addon/mtben1710lp.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/addon/mtbzh1710lp.exe
===========================================================================
都懂得的。。。不需要多余的解释。
htt*p://ul.to/slavlet3
htt*p://rapidgator.net/file/4eea31eef08beccc96d65723974d13b2
htt*p://keep2share.cc/file/7fa827b907955
===========
Minitab 17 最新版本提供了许多新功能和增强功能,其中包括:
“协助”现在包括试验设计 (DOE) 和多元回归。与所有“协助”功能一样,这些新工具可指导您完成整个分析过程中,并帮助您解释和提供分析结果。“协助”还提供了改进的“图形分析”。
全新的回归、二进制 Logistic 回归和一般线性模型菜单提供了更简便的模型规格、自动模型选择、响应优化器等功能。
DOE 改进功能包括适用于因子和响应曲面设计的自动模型选择、适用于一般因子设计的响应优化器以及适用于响应曲面设计的类别变量。
稳定性研究用于分析产品在各个时间的稳定性并确定产品的稳定期。
等价检验用于确定均值是否足够相似到可以被认为等价。
Poisson 回归用于为描述事件发生次数的响应变量建模。
异常值检验(包括 Grubbs 和 Dixon 比检验)用于识别数据集中的异常值。
气泡图用于在二维空间中绘制 3 个变量。标绘 Y 与 X 并使用气泡大小来表示第三个变量。
新式图形让演示文稿外观更完美。
===============
回复 LiangYuBing (h。t。t。p://www.6sq.net/people/liangyubing)
17版实际上是将15版作Pareto图时的分开的二种数据选择方法合到一起,更简洁明了。参见附图。
收起阅读 »
单用户:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/single-user/web/mtbzh1710su.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/single-user/web/mtben1710su.exe
多用户:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/multi-user/web/mtbzh1710mu.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/multi-user/web/mtben1710mu.exe
语言包:
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/addon/mtben1710lp.exe
htt*p://fs1.minitab.com/prodinstalls/minitab/minitab17/17.1.0.0/addon/mtbzh1710lp.exe
===========================================================================
都懂得的。。。不需要多余的解释。
htt*p://ul.to/slavlet3
htt*p://rapidgator.net/file/4eea31eef08beccc96d65723974d13b2
htt*p://keep2share.cc/file/7fa827b907955
===========
Minitab 17 最新版本提供了许多新功能和增强功能,其中包括:
“协助”现在包括试验设计 (DOE) 和多元回归。与所有“协助”功能一样,这些新工具可指导您完成整个分析过程中,并帮助您解释和提供分析结果。“协助”还提供了改进的“图形分析”。
全新的回归、二进制 Logistic 回归和一般线性模型菜单提供了更简便的模型规格、自动模型选择、响应优化器等功能。
DOE 改进功能包括适用于因子和响应曲面设计的自动模型选择、适用于一般因子设计的响应优化器以及适用于响应曲面设计的类别变量。
稳定性研究用于分析产品在各个时间的稳定性并确定产品的稳定期。
等价检验用于确定均值是否足够相似到可以被认为等价。
Poisson 回归用于为描述事件发生次数的响应变量建模。
异常值检验(包括 Grubbs 和 Dixon 比检验)用于识别数据集中的异常值。
气泡图用于在二维空间中绘制 3 个变量。标绘 Y 与 X 并使用气泡大小来表示第三个变量。
新式图形让演示文稿外观更完美。
===============
回复 LiangYuBing (h。t。t。p://www.6sq.net/people/liangyubing)
17版实际上是将15版作Pareto图时的分开的二种数据选择方法合到一起,更简洁明了。参见附图。
收起阅读 »
大数据时代 用制造业智能技术唤醒沉睡数据
大数据时代,制造企业应借力制造业智能(MI)技术,充分发掘沉睡在数据背后的巨大商业价值。提升产品品质,降低质量成本,以期在激烈的市场竞争中脱颖而出。
据麦肯锡全球研究所(MGI)和麦肯锡商业技术办公室的最新调查研究显示:“任何一个行业的领军者都已经看到了大数据所带来的前所未有的潜力和重大意义。”据算,2009年,美国经济领域的各个行业中,员工数量超过1000人的企业平均产生了至少200万亿字节的数据(比沃尔玛1999年的数据库还要大2倍)。各行各业都有大量的数据可供分析,而数据分析在产品制造领域已经和劳动力、资本地位平行。
与互联网、电子商务、金融等行业对数据的充分挖掘不同,在中国的生产制造企业,生产信息化虽已成普及态势,但对各类数据信息的进一步挖掘却仍处起步阶段——我们一直关注的质量数据也是如此。
在记者走访的制造企业中,企业对数据的记录多停留于两种形态:1、传统的纸笔记录;2、Excel电子表格记录。这些操作起来看似简单的数据管理方式,在浪费人力物力的同时,还为企业生产及质量监控埋下了巨大的隐患。而真正挖掘数据背后的价值,更是无从谈起。
看似简单的纸质记录数据,必须放在独立的档案室归档。而看起来稍微先进一些的Excel表格,虽然将数据以文件形式存储在电脑中,但如果工程师想对既有数据进行比较分析,却不得不打开数十个甚至上百个文件——当然,这是在数据量小的情况下。
举个例子:如果领导希望了解过去3个月生产线A的运行情况,而这条生产线每天会生产200件产品。以每条生产线每天做一份数据记录计算,要想对过去2周的数据进行纵向比较,一位工程师最少要打开14个Excel文件以便调取数据。试想,如果要比对过去3个月的数据,这位工程师要打开多少个文件?如果要比对过去1年的数据呢?当然,企业用Excel表格进行相关数据记录,对于那位工程师而言已经足够幸运。如果质量数据全部记在纸上,又要进行3个月的数据分析,对工程师而言,那将是一种怎样的灾难?
上述案例只是传统数据管理的弊端之一。幸运的是,领导与客户不会每天都要看报告。而这些存在文件夹/档案室中的数据,就如同躺在一个个孤岛上一般——沉睡,只为满足工程师的不时之需。于是,我们看到,企业在面对转型升级时,常常措手不迭。可惜,没有人会想起那些沉睡的数据及其背后蕴含的海量商业信息。
“降低质量成本,提升产品品质”,对于制造企业而言,不能仅是“空头支票”。解决方案在哪里?在盈飞无限中国区技术总监舒德春女士的演讲中,我们找到了答案——全新企业级质量中心,基于制造业智能(MI)技术的盈飞无限 ProFicient SPC软件。
制造业智能(MI)对我们而言早已不是一个陌生名词,但将制造业智能技术应用于质量管理的SPC(统计过程控制)领域却是首次。制造企业诸如:各类点检表存储、查找困难;电子数据分散,没有分析或者很少分析;现有分析工具无法保证良好的效果等一系列生产质量管理难题,在ProFicient SPC软件系统中,迎刃而解。
对比传统数据管理模式,盈飞无限 ProFicient SPC软件,以中央SPC分析引擎为核心,通过“云端”或本地的灵活部署,在数据采集和集成、实时监控和分析、工作流管理、高级报表套装及SPC质量中心等诸多功能的共同作用下,对企业实时生产质量数据进行主动监控,帮助制造企业完全打破纸笔及Excel等传统工具在质量数据上的时空局限。其独立的数据库存储模式,让任意数据调取成为现实。以多级帕累托图、多级箱线图为代表的超300种统计分析图表可以帮助制造企业全方位、多角度对质量参数进行任意对比分析,找出潜在质量隐患,降低隐形质量风险,在赋予数据二次生命的同时,充分发掘数据中蕴含的巨大价值,
盈飞无限中国区技术总监德春女士对我们说:“在大数据时代,借力制造业智能(MI)技术,通过更透明、更可用的数据,企业可以释放更多蕴含在数据中的价值。实时、有效的一线质量数据可以更好的帮助企业提高产品品质、降低生产成本。企业领导者也可根据真实可靠的数据制订正确战略经营决策,让企业真正实现高度的'制造业智能'”。
收起阅读 »
据麦肯锡全球研究所(MGI)和麦肯锡商业技术办公室的最新调查研究显示:“任何一个行业的领军者都已经看到了大数据所带来的前所未有的潜力和重大意义。”据算,2009年,美国经济领域的各个行业中,员工数量超过1000人的企业平均产生了至少200万亿字节的数据(比沃尔玛1999年的数据库还要大2倍)。各行各业都有大量的数据可供分析,而数据分析在产品制造领域已经和劳动力、资本地位平行。
与互联网、电子商务、金融等行业对数据的充分挖掘不同,在中国的生产制造企业,生产信息化虽已成普及态势,但对各类数据信息的进一步挖掘却仍处起步阶段——我们一直关注的质量数据也是如此。
在记者走访的制造企业中,企业对数据的记录多停留于两种形态:1、传统的纸笔记录;2、Excel电子表格记录。这些操作起来看似简单的数据管理方式,在浪费人力物力的同时,还为企业生产及质量监控埋下了巨大的隐患。而真正挖掘数据背后的价值,更是无从谈起。
看似简单的纸质记录数据,必须放在独立的档案室归档。而看起来稍微先进一些的Excel表格,虽然将数据以文件形式存储在电脑中,但如果工程师想对既有数据进行比较分析,却不得不打开数十个甚至上百个文件——当然,这是在数据量小的情况下。
举个例子:如果领导希望了解过去3个月生产线A的运行情况,而这条生产线每天会生产200件产品。以每条生产线每天做一份数据记录计算,要想对过去2周的数据进行纵向比较,一位工程师最少要打开14个Excel文件以便调取数据。试想,如果要比对过去3个月的数据,这位工程师要打开多少个文件?如果要比对过去1年的数据呢?当然,企业用Excel表格进行相关数据记录,对于那位工程师而言已经足够幸运。如果质量数据全部记在纸上,又要进行3个月的数据分析,对工程师而言,那将是一种怎样的灾难?
上述案例只是传统数据管理的弊端之一。幸运的是,领导与客户不会每天都要看报告。而这些存在文件夹/档案室中的数据,就如同躺在一个个孤岛上一般——沉睡,只为满足工程师的不时之需。于是,我们看到,企业在面对转型升级时,常常措手不迭。可惜,没有人会想起那些沉睡的数据及其背后蕴含的海量商业信息。
“降低质量成本,提升产品品质”,对于制造企业而言,不能仅是“空头支票”。解决方案在哪里?在盈飞无限中国区技术总监舒德春女士的演讲中,我们找到了答案——全新企业级质量中心,基于制造业智能(MI)技术的盈飞无限 ProFicient SPC软件。
制造业智能(MI)对我们而言早已不是一个陌生名词,但将制造业智能技术应用于质量管理的SPC(统计过程控制)领域却是首次。制造企业诸如:各类点检表存储、查找困难;电子数据分散,没有分析或者很少分析;现有分析工具无法保证良好的效果等一系列生产质量管理难题,在ProFicient SPC软件系统中,迎刃而解。
对比传统数据管理模式,盈飞无限 ProFicient SPC软件,以中央SPC分析引擎为核心,通过“云端”或本地的灵活部署,在数据采集和集成、实时监控和分析、工作流管理、高级报表套装及SPC质量中心等诸多功能的共同作用下,对企业实时生产质量数据进行主动监控,帮助制造企业完全打破纸笔及Excel等传统工具在质量数据上的时空局限。其独立的数据库存储模式,让任意数据调取成为现实。以多级帕累托图、多级箱线图为代表的超300种统计分析图表可以帮助制造企业全方位、多角度对质量参数进行任意对比分析,找出潜在质量隐患,降低隐形质量风险,在赋予数据二次生命的同时,充分发掘数据中蕴含的巨大价值,
盈飞无限中国区技术总监德春女士对我们说:“在大数据时代,借力制造业智能(MI)技术,通过更透明、更可用的数据,企业可以释放更多蕴含在数据中的价值。实时、有效的一线质量数据可以更好的帮助企业提高产品品质、降低生产成本。企业领导者也可根据真实可靠的数据制订正确战略经营决策,让企业真正实现高度的'制造业智能'”。
收起阅读 »
用制造业智能技术刷新传统SPC理念
导语:制造业智能(MI)并不是新概念,但大多数质量管理人士却对其漠然视之。细化至SPC领域更是如此。是观念陈旧还是概念误区?正确的SPC软件工具如何实现制造业智能?且看专家为您详细解读。

制造业智能技术奖刷新质量人士对SPC软件工具的传统认知
对先进的制造企业而言,制造业智能(MI)技术早已不是一个新词。近年来,劳动力和原材料成本不断攀升,压缩制造企业利润同时也迫使企业在竞争中寻求新的突破。而制造业智能技术凭借卓然领先的理念及切实有效的应用,顺理成章地进入企业管理者眼帘。学习、借鉴、模仿、推行,企业大兴土木不吝投入,只为追赶国际先进水平,不被市场所淘汰。但是信息化、云计算、大数据等制造业智能技术似乎是生产与IT的事情,对于质量人士而言,那一切于己无关,细化至统计过程控制(SPC)领域,更是如此。
如果说质量管理在中国业已走过20年岁月,六西格玛在制造企业已然扎根10年,那么,先进正确的SPC理念步入中国不过5年光景——虽然SPC的方法论已问世90余年,但若就领略SPC精髓并将其正确应用到生产实践这一点而论,对比国际先进企业,中国制造尚处于起步阶段。
在2012年度全国质量奖励大会暨第10届全国六西格玛大会上,笔者有幸见到最优秀的国有企业质量负责人。在几天的学习交流中发现,大家对于六西格玛、精益生产的热衷及对其载体工具认知的浅薄形成了强烈对比。大多数质量人知道前进方向,但走哪条路能更快的到达终点,他们不知道。
这里笔者针对与会企业SPC认知及其应用做了如下分类:
1、“SPC,我知道,有用Excel在做”。
2、“我们有SPC,专门请人定制开发的”。
3、“我们一直在用‘专业’的SPC软件”。
很欣喜,几乎所有的受访者都知道SPC方法论,而且其所在企业正在运用SPC进行质量管控。虽说质量管理条条大路通罗马,但受访内容显示,上述三类企业在利用SPC进行的质量管控之路上都走了弯路。
用Excel表格做SPC,虽能起到简单数据分析的效果,但数据的延迟性、分析的滞后性,以及人为操纵数据的真实性上问题频现。而定制开发SPC的软件,因供求双方专业性及知识性的局限,虽然软件可满足企业一时之需,但却为未来质量管理的升级与拓展埋下隐患。
这里,笔者需特别强调的是第三类企业。他们一直认为自己用的是专业SPC软件产品,可在问及软件实际使用效果时,几家企业的负责人却对笔者做了这样的表述:“目前SPC软件基本能够实现数据的监控与分析,虽然不是实时的数据但基本可‘满足’企业当前需求。不过比较头疼的是实时预警与提醒。如果软件没有办法实现实时的报警与提醒,一旦出现问题,损失巨大。”而对于软件升级问题,几位负责人则都用摇头回应了笔者的提问。
SPC软件是否真如这些“中国制造”脊梁企业所认知那般?带着问题,笔者走访了同期参会的盈飞无限国际有限公司(InfinityQS International, Inc.)(以下简称盈飞无限)的SPC技术专家。他们为大家还原了先进SPC软件工具的本质。
在盈飞无限的专业人士看来,先进的SPC软件工具是制造业智能技术与先进SPC理念的结晶,是传统SPC理论在现代制造企业生产实践应用的升华。对比传统SPC软件工具的应用,以制造业智能技术为依托的先进SPC软件具备以中央SPC分析引擎为核心,可根据企业需求在云端或本地灵活部署等特点。并且在数据采集和集成、实时监控和分析、工作流管理、高级报表套装及SPC质量中心等诸多功能的共同作用下,先进的SPC软件不但可对企业实时生产质量数据进行主动监控,帮助企业轻松建立生产线实时报警与预警机制,而且让任意数据横向与纵向的对比分析成为现实,切实赋予数据二次生命。
面对中国制造业质量管理现状,更多专业人士认为,中国制造企业应当“请进来与走出去”并重。遗憾的是,我们看到的国有企业更多奉行的是“走出去”原则。大家期望到领袖企业学习先进的质量管理理念与方法技术,但能否将先进的理念与技术“请进来”,则取决于企业领导者对质量管理的支持力度及渴望改善企业质量管理水平的决心。在此大背景下,众多国有企业质量负责人对SPC软件工具的应用会陷入一种误区也是意料之中。随着企业质量管理需求的提高,及基于制造业智能技术的SPC软件工具应用普及,相信越来越多的中国制造企业会以更先进、更正确的SPC管理理念及方法工具来推进企业的质量管理工作,让质量切实为企业贡献效益,贡献利润。
收起阅读 »
制造业智能技术奖刷新质量人士对SPC软件工具的传统认知
对先进的制造企业而言,制造业智能(MI)技术早已不是一个新词。近年来,劳动力和原材料成本不断攀升,压缩制造企业利润同时也迫使企业在竞争中寻求新的突破。而制造业智能技术凭借卓然领先的理念及切实有效的应用,顺理成章地进入企业管理者眼帘。学习、借鉴、模仿、推行,企业大兴土木不吝投入,只为追赶国际先进水平,不被市场所淘汰。但是信息化、云计算、大数据等制造业智能技术似乎是生产与IT的事情,对于质量人士而言,那一切于己无关,细化至统计过程控制(SPC)领域,更是如此。
如果说质量管理在中国业已走过20年岁月,六西格玛在制造企业已然扎根10年,那么,先进正确的SPC理念步入中国不过5年光景——虽然SPC的方法论已问世90余年,但若就领略SPC精髓并将其正确应用到生产实践这一点而论,对比国际先进企业,中国制造尚处于起步阶段。
在2012年度全国质量奖励大会暨第10届全国六西格玛大会上,笔者有幸见到最优秀的国有企业质量负责人。在几天的学习交流中发现,大家对于六西格玛、精益生产的热衷及对其载体工具认知的浅薄形成了强烈对比。大多数质量人知道前进方向,但走哪条路能更快的到达终点,他们不知道。
这里笔者针对与会企业SPC认知及其应用做了如下分类:
1、“SPC,我知道,有用Excel在做”。
2、“我们有SPC,专门请人定制开发的”。
3、“我们一直在用‘专业’的SPC软件”。
很欣喜,几乎所有的受访者都知道SPC方法论,而且其所在企业正在运用SPC进行质量管控。虽说质量管理条条大路通罗马,但受访内容显示,上述三类企业在利用SPC进行的质量管控之路上都走了弯路。
用Excel表格做SPC,虽能起到简单数据分析的效果,但数据的延迟性、分析的滞后性,以及人为操纵数据的真实性上问题频现。而定制开发SPC的软件,因供求双方专业性及知识性的局限,虽然软件可满足企业一时之需,但却为未来质量管理的升级与拓展埋下隐患。
这里,笔者需特别强调的是第三类企业。他们一直认为自己用的是专业SPC软件产品,可在问及软件实际使用效果时,几家企业的负责人却对笔者做了这样的表述:“目前SPC软件基本能够实现数据的监控与分析,虽然不是实时的数据但基本可‘满足’企业当前需求。不过比较头疼的是实时预警与提醒。如果软件没有办法实现实时的报警与提醒,一旦出现问题,损失巨大。”而对于软件升级问题,几位负责人则都用摇头回应了笔者的提问。
SPC软件是否真如这些“中国制造”脊梁企业所认知那般?带着问题,笔者走访了同期参会的盈飞无限国际有限公司(InfinityQS International, Inc.)(以下简称盈飞无限)的SPC技术专家。他们为大家还原了先进SPC软件工具的本质。
在盈飞无限的专业人士看来,先进的SPC软件工具是制造业智能技术与先进SPC理念的结晶,是传统SPC理论在现代制造企业生产实践应用的升华。对比传统SPC软件工具的应用,以制造业智能技术为依托的先进SPC软件具备以中央SPC分析引擎为核心,可根据企业需求在云端或本地灵活部署等特点。并且在数据采集和集成、实时监控和分析、工作流管理、高级报表套装及SPC质量中心等诸多功能的共同作用下,先进的SPC软件不但可对企业实时生产质量数据进行主动监控,帮助企业轻松建立生产线实时报警与预警机制,而且让任意数据横向与纵向的对比分析成为现实,切实赋予数据二次生命。
面对中国制造业质量管理现状,更多专业人士认为,中国制造企业应当“请进来与走出去”并重。遗憾的是,我们看到的国有企业更多奉行的是“走出去”原则。大家期望到领袖企业学习先进的质量管理理念与方法技术,但能否将先进的理念与技术“请进来”,则取决于企业领导者对质量管理的支持力度及渴望改善企业质量管理水平的决心。在此大背景下,众多国有企业质量负责人对SPC软件工具的应用会陷入一种误区也是意料之中。随着企业质量管理需求的提高,及基于制造业智能技术的SPC软件工具应用普及,相信越来越多的中国制造企业会以更先进、更正确的SPC管理理念及方法工具来推进企业的质量管理工作,让质量切实为企业贡献效益,贡献利润。
收起阅读 »
Minitab中GR&R分析图中的Xbar-R图
Minitab做量测系统GR&R分析时,生成的6合1图中有Xbar-R,是各检验员对各样品重复量测所得数据的平均值及极差控制图。可帮助评判量测系统能力。以下是个人参考了相关书籍作的小结,欢迎交流指正。
举例,如A/B/C 3人量测T1--T10共10个样品,每人量测各样品3次,分别得到各人对各零件量测的平均值与极差,如下A:样品平均值AX1--AX10,样品极差AR1--AR10B:样品平均值BX1--BX10,样品极差BR1--BR10C:样品平均值CX1--CX10,样品极差CR1--CR10将以上30个平均值数据做成Xbar图,30个极差数据做成R图;而它们的控制界限跟平时SPC中Xbar-R计算一样,这里就不罗嗦了。先看R图,因数据是各量测员对同一零件重复量测的极差(如AR1是A对T1重复量测3次所得的极差),所以当重复性误差较小时,数据点应基本落入控制界限之内。再看Xbar图,因Rbar小,从而Xbar中管制界限也比较窄(依管制界限计算公式)。越多的数据点超过管制界限,就证明过程实际波动越大,另一方面也表明量测系统能力越高。此时可以用Xbar图上的数据估计零件间的变差(PV平方),否则需从其它途径取得该值。有的书上要求是50%的点超过Xbar管控线,暂时没有看到权威的介绍这50%的来源,反正是越多越好。附:TV平方=PV平方+R&R平方,计算 %R&R= R&R/TV评估量测系统合格与否。 6sigma的书上说这两个图分析量测系统能力上不是太准确有效,只供参考。
以下此段引用论坛中tenderwind 07年的回帖"针对Xbar图超管制线的解释"“因为每组R是每个人测同一个零件的3个值中的最大值减最小值,所以根据这个R计算出来的X控制限代表的是量测过程的控制限。而10个零件之间的实际差异,是由制造过程引起的。如果所有的零件都在量测过程的控制限内,如同SPC一样,那么意味着什么呢?意味着由制造过程引起的差异,小于或者等于由量测过程引起的差异。换句话说,制造过程引起的差异不能被这个量测系统所分辨。这个量测系统有效分辨率太低,不符合要求。” 收起阅读 »
举例,如A/B/C 3人量测T1--T10共10个样品,每人量测各样品3次,分别得到各人对各零件量测的平均值与极差,如下A:样品平均值AX1--AX10,样品极差AR1--AR10B:样品平均值BX1--BX10,样品极差BR1--BR10C:样品平均值CX1--CX10,样品极差CR1--CR10将以上30个平均值数据做成Xbar图,30个极差数据做成R图;而它们的控制界限跟平时SPC中Xbar-R计算一样,这里就不罗嗦了。先看R图,因数据是各量测员对同一零件重复量测的极差(如AR1是A对T1重复量测3次所得的极差),所以当重复性误差较小时,数据点应基本落入控制界限之内。再看Xbar图,因Rbar小,从而Xbar中管制界限也比较窄(依管制界限计算公式)。越多的数据点超过管制界限,就证明过程实际波动越大,另一方面也表明量测系统能力越高。此时可以用Xbar图上的数据估计零件间的变差(PV平方),否则需从其它途径取得该值。有的书上要求是50%的点超过Xbar管控线,暂时没有看到权威的介绍这50%的来源,反正是越多越好。附:TV平方=PV平方+R&R平方,计算 %R&R= R&R/TV评估量测系统合格与否。 6sigma的书上说这两个图分析量测系统能力上不是太准确有效,只供参考。
以下此段引用论坛中tenderwind 07年的回帖"针对Xbar图超管制线的解释"“因为每组R是每个人测同一个零件的3个值中的最大值减最小值,所以根据这个R计算出来的X控制限代表的是量测过程的控制限。而10个零件之间的实际差异,是由制造过程引起的。如果所有的零件都在量测过程的控制限内,如同SPC一样,那么意味着什么呢?意味着由制造过程引起的差异,小于或者等于由量测过程引起的差异。换句话说,制造过程引起的差异不能被这个量测系统所分辨。这个量测系统有效分辨率太低,不符合要求。” 收起阅读 »
应用领先工具、实现持续改善——Minitab 17 新产品发布会

2014年3月12日,领航质量改善和统计分析领域的Minitab软件最新版本---Minitab®17在中国正式发布!上海泰珂玛信息技术有限公司在上海龙之梦万丽酒店举行了隆重的发布会。
此次发布会邀请了各行各业质量领域的专家以及六西格玛顾问公司的咨询师来参加,大家对Minitab17充满期待。Minitab亚太区市场总监Pat Sheenhan代表美国Minitab公司致开幕词,并对中国地区用户对Minitab软件的支持和厚爱表示感谢,Minitab公司将一如既往注重用户的需求,力争为全球用户提供最优质的统计分析软件。天津大学数学系教授、全国六西格玛推进委员会专家委员马逢时教授发表了《迎接大数据的新时代》演讲,对Minitab软件的发展历程以及针对Minitab17大数据的特色及其应用举例做了全面系统的说明。Minitab应用顾问张伟为大家介绍了Minitab17新增功能及简易的可视化操作。中国是制造大国,那么我们如何让制造大国变为创造大国,中国质量俱乐部创始人孙磊就此做了《改进,创造增值的质量管理》 的演讲。这次我们有幸请到了麦德龙集团(中国)总部供应商及产品质量管理部门经理邹翔与我们分享了“SPC在超市供应商食品安全质量管理中的应用”。最后赫比国际上海总部的工艺工程师张迎迎以《相信Minitab相信质量》为中心为大家阐述了在工艺流程中Minitab软件如何融入到日常工作中为产品的质量提供数据导向。

Minitab公司是世界领先的统计和流程改善的软件开发商之一。全球成千上万的公司使用Minitab软件来进行数据分析和质量改善计划,全球四千多所高校使用Minitab软件来进行教学和学术研究。
2010年6月,Minitab推出R16版本,其中最突出的功能之一就是“协助”菜单,这一功能令Minitab用户对数据统计不再感到困难,用户反响热烈。这使得Minitab有了更加完善“协助”功能的想法和动力,最新版本的Minitab软件增强了“协助”功能 ,利用功能强大的数据分析技术, Minitab 软件让每个人都能进行数据分析。
“当您使用Minitab 软件,您无需被数据统计吓倒”米歇尔 帕雷特,产品
营销经理说,“即使您没有统计学基础,您都可以通过协助菜单来正确分析您的数据。
在Minitab17中协助菜单包括了两个新的分析功能:试验设计(DOE)和多元回归。同时开发了崭新的图形分析以及增强了之前版本已经涵盖的统计能力,包括测量系统分析,能力分析,假设检验和控制图的广泛改善和提高。
Minitab17提供了新增功能和增强已有功能的设计,使统计分析更容易,并给予质量改进的专业人士更深入地了解他们的流程。特别是扩展了协助功能,它引导用户正确分析数据,并帮助他们解释结果。
Minitab17还引入了分析功能强大的回归分析和方差分析(ANOVA)的新工具。全新的界面让用户快速预测变量,并自动模型选择使得识别重要的变量变得更加容易。更广泛的图形选项提供了更多的方式来可视化分析结果,而响应优化器可以很容易地找到过程变量的最佳设置。
Minitab17还增强了试验设计(DOE)功能,帮助用户更有效分析影响流程的决定性因素和交互作用。响应优化器可以应用到一般的Minitab17因子设计中,和响应面设计可以包括明确的因素。此外,因子设计和响应面设计都可以使用自动选择模式。
Minitab17其它新增功能包括:
气泡图
泊松回归
离群值测试
公差区间
稳定性研究
等价性测试
更新的图形
Minitab软件深受全球用户的青睐,Miniatab17版本包含简体中文、英文、法文、德文、日文、韩文、西班牙文和葡萄牙文八种语言,不同语言之间可以互相切换。软件中相关学习资料也包括了不同的语言版本。
Minitab17 是Minitab公司为质量改善领域提供最佳工具的最新例证。Minitab17的30天试用版可以从网上下载:www.minitab.com
Minitab公司的其他产品还包括:Quality Trainer by Minitab®,用于在线培训统计学和提供为实施质量改善专家提供持续的资源;Quality Companion by Minitab®流程改善软件,用于帮助专家管理和实施质量改善项目。
Minitab公司还提供优质的服务支持,包括培训以及免费售后技术支持,需要了解详情,请点击链接:www.minitab.com.cn
收起阅读 »
Minitab绘制图形中数据标签小数位数的控制方法
Minitab要控制小数位数的控制方法,似乎只能在 Editor > Format Column > Numeric 下对栏位数值小数位数(Decimal places)加以控制,但在绘制诸如Boxplot等统计图表时,若需要添加数据标签以显示某些统计量(如平均值等),Minitab常显示过多的小数位数,此时有控制小数位数的必要,例如下图数据使用Minitab自带样本数据Carpet.MTW,作成带有mean统计量的Boxplot图

此例的小数位数为4位,今欲改为3位数作法有二
1 手工更改:
需要逐一更改标签内容、字型、字体、颜色与位置等,做法是双击单一个数据标签,如下图中的红圈处,则会出现编辑对话框,可更改标签的内容、字型、字体、颜色等,若以滑鼠拖曳则可改变位置。

2 让Minitab引用已经格式化小数位数的标签:
若数据标签过多时不宜逐一更改标签内容,因此可先行制作数据标签栏,并加以格式化,如此可以得到想要的格式,例如Carpet.MTW例,步骤如下
# 1) 制作mean的值作为标签
Stat > Basic Statistics > Store Descriptive Statistics,结果会在数据旁建立二个栏位(此处为C4-C5),然后先选取C5栏,Editor > Format Column > Numeric,将Mean1栏小数格式化为3位数,这样准备好已经格式化的数据标签
# 2) 绘制带有数据标签的Boxplot
Graph > Boxplot,本例用one Y with Group,以Labels添加mean1为数据标签,以Data View增加显示mean的位置,如此可得到Boxplot,若必要,可以再次润饰数字标签的字型、字体、颜色与位置等,如手工方法所述。

收起阅读 »
此例的小数位数为4位,今欲改为3位数作法有二
1 手工更改:
需要逐一更改标签内容、字型、字体、颜色与位置等,做法是双击单一个数据标签,如下图中的红圈处,则会出现编辑对话框,可更改标签的内容、字型、字体、颜色等,若以滑鼠拖曳则可改变位置。
2 让Minitab引用已经格式化小数位数的标签:
若数据标签过多时不宜逐一更改标签内容,因此可先行制作数据标签栏,并加以格式化,如此可以得到想要的格式,例如Carpet.MTW例,步骤如下
# 1) 制作mean的值作为标签
Stat > Basic Statistics > Store Descriptive Statistics,结果会在数据旁建立二个栏位(此处为C4-C5),然后先选取C5栏,Editor > Format Column > Numeric,将Mean1栏小数格式化为3位数,这样准备好已经格式化的数据标签
# 2) 绘制带有数据标签的Boxplot
Graph > Boxplot,本例用one Y with Group,以Labels添加mean1为数据标签,以Data View增加显示mean的位置,如此可得到Boxplot,若必要,可以再次润饰数字标签的字型、字体、颜色与位置等,如手工方法所述。
收起阅读 »
会点 Excel 及实验设计也能让你成为专家!
最近发现Minitab 在分析裂区试验设计不好用, 准备用Excel 来试试.
上网一搜吓一跳 -- 原来我也能成为专家 - 成为重大科技专项, 国家15项目攻关等人才.
哎, 纳税人的钱呀...
链接自己看
上网一搜吓一跳 -- 原来我也能成为专家 - 成为重大科技专项, 国家15项目攻关等人才.
哎, 纳税人的钱呀...
链接自己看

