
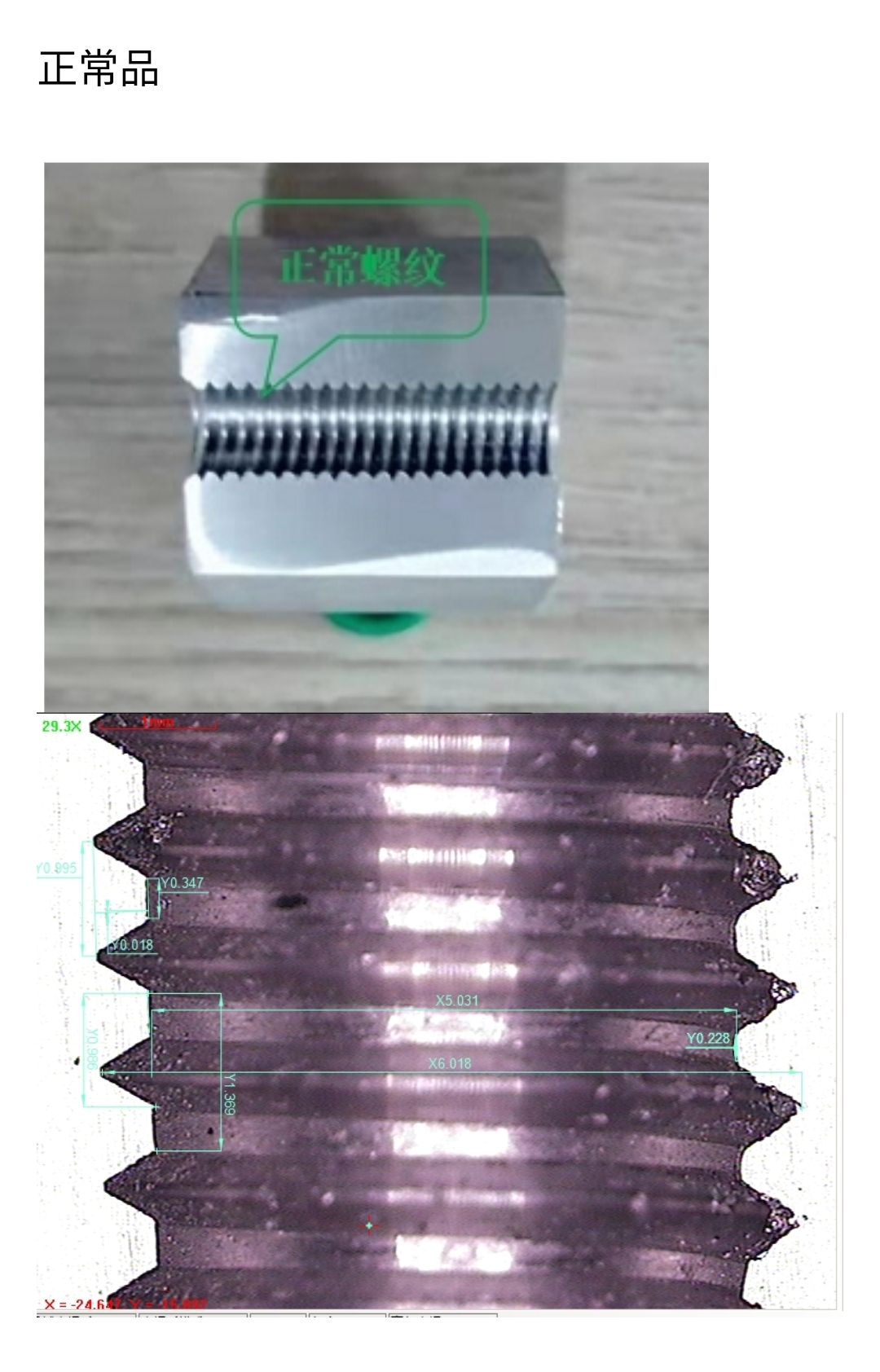
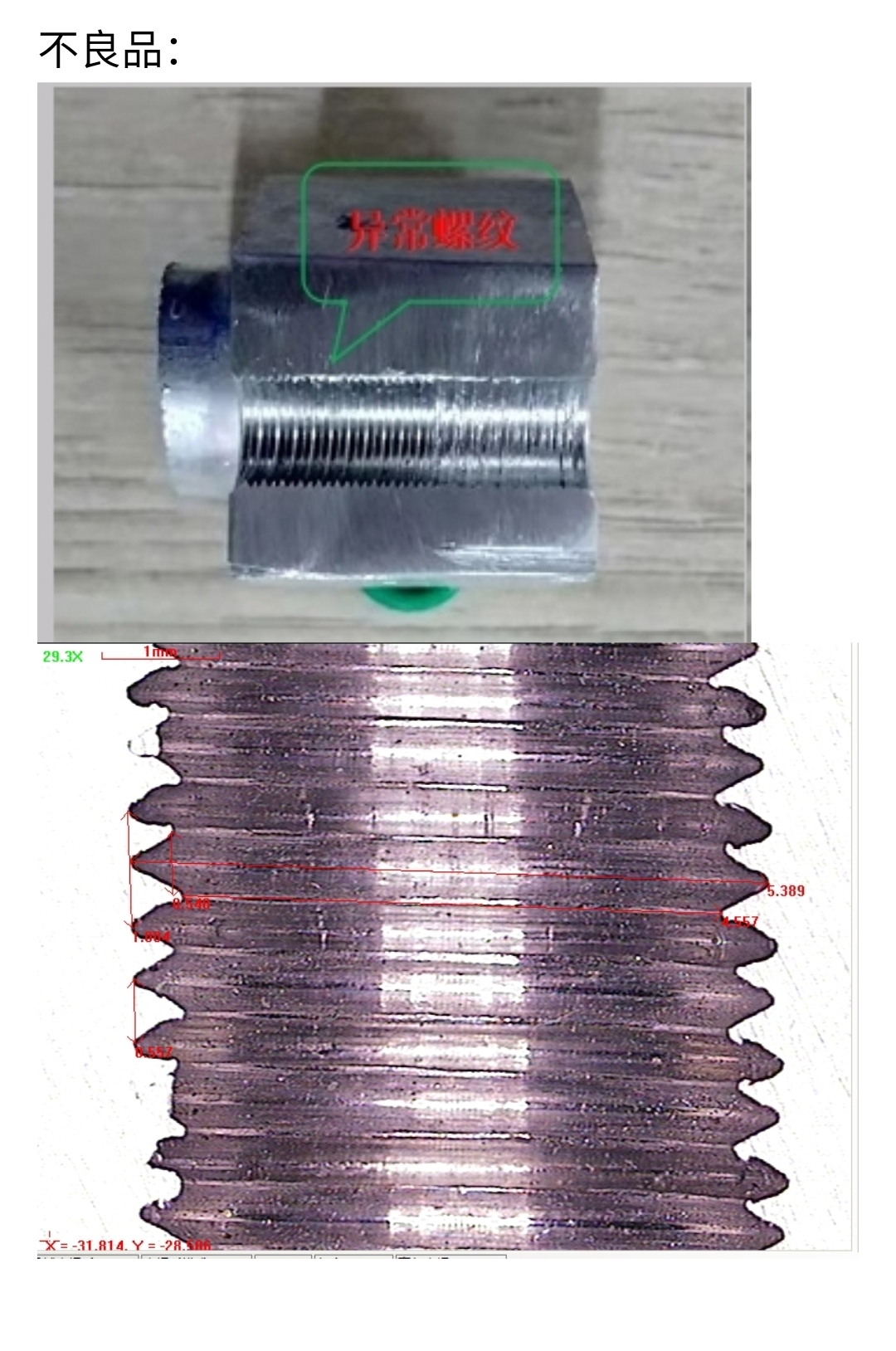
铝制件螺纹乱牙分析
客户端反馈每批有一个两个滑牙,解刨后发现牙型有明显的异常。这个螺纹要求是M6×1,深度为27.5mm,采用切削丝锥钻床攻丝。解剖后测量牙距才0.5mm,初步怀疑是二次攻丝造成,但目前一直模拟不出来。
没有找到相关结果
已邀请:



4 个回复
youyouuuuu (威望:281) (内蒙古 ) 汽车制造相关 员工 - 打球
赞同来自: yijiayige 、jacd
M6正常的粗牙牙距是1.0mm ,另外M6还有0.75mm及很少用到的0.5mm 两种规格的细牙牙距;因此对不良品进行确认,是否整个牙纹都是0.5mm的?还是整个孔的牙纹一部份是1.0mm的牙距,不全是0.5mm的牙距;
A、若不良品整个螺纹牙距都是0.5mm,那基本确认贵司有牙距为0.5mm的M6丝锥了,所以核实下是否贵司有规格是M6细牙0.5mm的丝锥,然后核实是否是不同规格丝锥(1.0mm及0.5mm)混用导致;那就排查下,如把所有M6丝锥互相目视化对比比较下就能找出问题丝锥了;若是1.0mm及0.5mm的M6丝锥混用,建议在丝锥上作规格标识,比如在丝锥上刻上1.0及0.5的标识,防止操作人员误用;
同时对不同牙距的丝锥做好管理,比如丝锥领用实名化,做到丝锥数量的控制;从丝锥被领用、使用、磨损导致报废处理,控制好丝锥从出生到死亡的整个过程,不让丝锥乱用、乱扔,知道每个丝锥的去向;
B、其次,M6有1.0mm及0.5mm这两种规格丝锥,也可能是混料导致的;比如生产的1.0mm牙距的生产线,物料未清理完就换0.5mm的丝锥生产,导致1.0mm及0.5mm物料混入;
2.其次,若贵司只有牙距1.0 mm的M6螺栓,没有0.5mm牙距的M6螺栓,且你也模拟不出即不能故障重现;那说明还有一种可能即顾客那里的可能存在有0.5牙距的M6混入你们公司里牙距为1.0mm的M6螺栓了;