
金属壳灌环氧胶怎么控制胶量
本司是做滤波器的,在生产插针系列的时面临一个胶面问题,现灌胶流程如下:
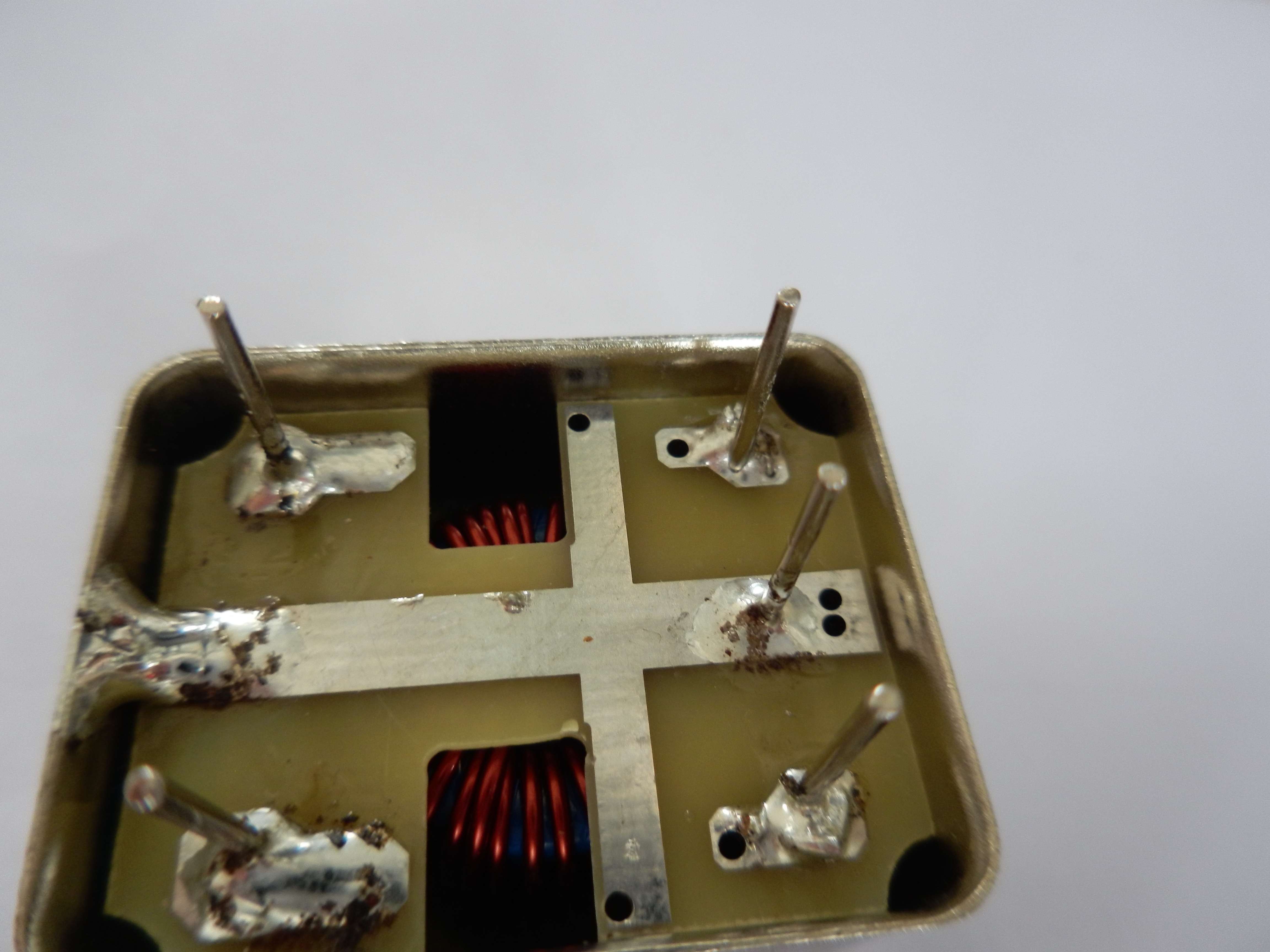
1:产品入壳,焊接接地(PCB板线路与内壳)
2:灌一半或三分之二的胶待凝固后再进行二次灌胶(防止气泡,胶凝固收缩凹陷)
在二次灌胶的时候我们有使用机器灌胶,但是由于机器气压值大小不匀,所流出来的胶量也不一样,所以就控制不好。当下是人为控制,灌一定的胶量,再使用注射器填补。人为控制仍然有高的,再者效率也慢。也想着改扣盖的,但又没法焊接地线。
求教



1:产品入壳,焊接接地(PCB板线路与内壳)
2:灌一半或三分之二的胶待凝固后再进行二次灌胶(防止气泡,胶凝固收缩凹陷)
在二次灌胶的时候我们有使用机器灌胶,但是由于机器气压值大小不匀,所流出来的胶量也不一样,所以就控制不好。当下是人为控制,灌一定的胶量,再使用注射器填补。人为控制仍然有高的,再者效率也慢。也想着改扣盖的,但又没法焊接地线。
求教
没有找到相关结果
已邀请:




2 个回复
Jason_Wang (威望:230) (河北 廊坊) 汽车制造相关 工程师 - 编外质量人
赞同来自: