
产品孔位置超差批量检测该如何实施?
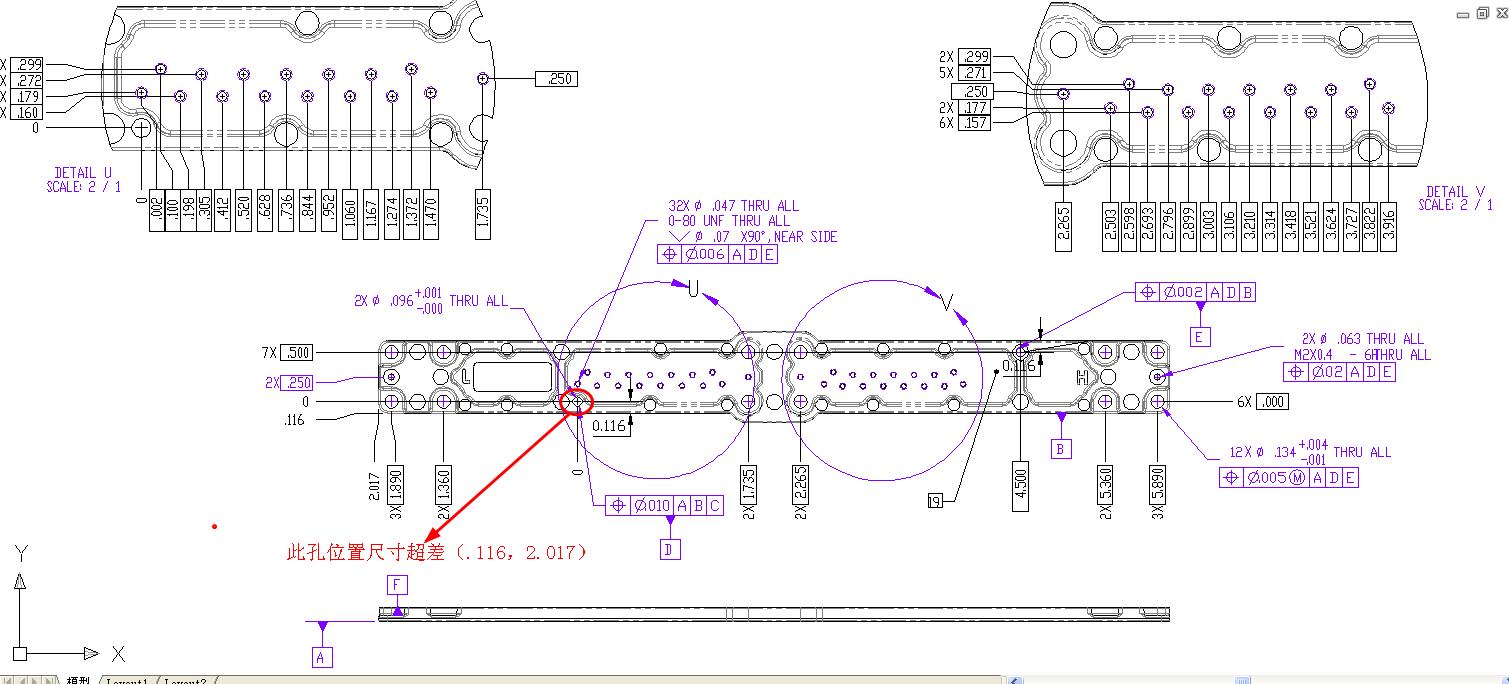
是否可以以左端和下端制作一个检具,检具孔位(0.116,2.017)然后将产品放入,插入销钉。如果产品可以则认为孔位合格。
没有找到相关结果
已邀请:




4 个回复
scany (威望:12) (江苏 无锡) 汽车制造相关 经理 - 10年非标量检具,12年精密计量。计量检测交流,...
赞同来自:
面长,取点的分布对测量影响很大。
做检具的话同样会遇到面定位的问题,检具定位肯定是小面,取面的两头。
需要压紧,但你的工件很薄,压紧的话会引起变形的。孔位置度0.1,变形影响会很大。