
MSA分析结果,请高手帮忙寻找下问题出在哪里?
本帖最后由 withforever 于 2012-1-7 12:20 编辑
这段时间在自学6sigma相关内容,前几天尝试着做了一次MSA,相关内容如下:
测量仪器:CNC影像测量仪 Nikon VMR6555
产品设计尺寸:5.4mm
产品工厂范围:+0/-0.05
测量结果如下:
零件编号测量结果
A1A2B1B2C1C2
15.3730 5.3703 5.3701 5.3676 5.3666 5.3669
25.3728 5.3702 5.3731 5.3703 5.3684 5.3689
35.3720 5.3701 5.3688 5.3688 5.3669 5.3688
45.3659 5.3643 5.3663 5.3658 5.3645 5.3641
55.3693 5.3703 5.3687 5.3702 5.3662 5.3682
65.3718 5.3724 5.3698 5.3725 5.3682 5.3692
75.3617 5.3642 5.3648 5.3641 5.3598 5.3604
85.3682 5.3720 5.3693 5.3708 5.3671 5.3667
95.3689 5.3721 5.3713 5.3722 5.3692 5.3689
105.3665 5.3675 5.3693 5.3683 5.3737 5.3692
MINITAB的分析结果如下:
————— 2011/12/27 16:49:25 ————————————————————
欢迎使用 Minitab,请按 F1 获得有关帮助。
量具 R&R 研究工作表
部件: 10 操作员: 3
仿行: 2 总试验数: 60
量具 R&R 研究 - 方差分析法
数据 的量具 R&R
量具名称: CNC影像测量仪
研究日期: 2011年12月27日
报表人:
公差:
其他:
包含交互作用的双因子方差分析表
来源 自由度 SS MS F P
部件 9 0.0003698 0.0000411 9.93065 0.000
操作员 2 0.0000558 0.0000279 6.74442 0.007
部件 * 操作员 18 0.0000745 0.0000041 2.21827 0.026
重复性 30 0.0000560 0.0000019
合计 59 0.0005560
删除交互作用项选定的 Alpha = 0.25
量具 R&R
方差分量
来源 方差分量 贡献率
合计量具 R&R 0.0000042 40.49
重复性 0.0000019 18.02
再现性 0.0000023 22.46
操作员 0.0000012 11.48
操作员*部件 0.0000011 10.98
部件间 0.0000062 59.51
合计变异 0.0000103 100.00
过程公差 = 0.05
研究变异 %研究变 %公差
来源 标准差(SD) (6 * SD) 异 (%SV) (SV/Toler)
合计量具 R&R 0.0020469 0.0122812 63.63 24.56
重复性 0.0013657 0.0081943 42.46 16.39
再现性 0.0015246 0.0091478 47.40 18.30
操作员 0.0010901 0.0065407 33.89 13.08
操作员*部件 0.0010659 0.0063954 33.14 12.79
部件间 0.0024816 0.0148896 77.14 29.78
合计变异 0.0032168 0.0193010 100.00 38.60
可区分的类别数 = 1
现在的问题主要有:
2012.01.07更新
鉴于有朋友认为是测量方法/操作员手法有问题,经过了解及讨论后,得知测量此尺寸有两种方法可用,分别描述如下:
方法一:
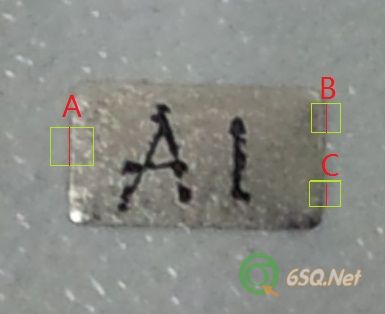
使用测量软件提供的单点检测器,在制品左侧取一点A,右侧取两点B/C并根据两点建立直线,然后测量点到直线的距离。
方法二:
使用测量软件提供的多点平均检测器,在制品左侧自动取多点并自动得出平均值得到点A,在右侧上方同样得到点B,右侧下方得到点C,根据B/C两点建立直线,然后测量点A至直线BC的距离。
以上两种方法,按理论上分析,应该是方法二的精度要稍微高些,那么该如何进行确认呢?我考虑和如下一种方法,不知是否可行?请各位指点!
按两种方法,分别测量一批制品,得到两组数据,然后,因为两组数据的均值未知,因此比较两组数据的标准差,标准差低者,说明数据的散布比较小,精确度要高些。(因为是比较方差,所以样本数量应大于30)
由于两种方法测量时,操作者不变、测量设备不变、制品不变、环境不变,仅测量方法变化,因此,可以比较出测量方法上的差别。
但是,由于制品的实际真值未知,测量方法的准确度该如何比较?


这段时间在自学6sigma相关内容,前几天尝试着做了一次MSA,相关内容如下:
测量仪器:CNC影像测量仪 Nikon VMR6555
产品设计尺寸:5.4mm
产品工厂范围:+0/-0.05
测量结果如下:
零件编号测量结果
A1A2B1B2C1C2
15.3730 5.3703 5.3701 5.3676 5.3666 5.3669
25.3728 5.3702 5.3731 5.3703 5.3684 5.3689
35.3720 5.3701 5.3688 5.3688 5.3669 5.3688
45.3659 5.3643 5.3663 5.3658 5.3645 5.3641
55.3693 5.3703 5.3687 5.3702 5.3662 5.3682
65.3718 5.3724 5.3698 5.3725 5.3682 5.3692
75.3617 5.3642 5.3648 5.3641 5.3598 5.3604
85.3682 5.3720 5.3693 5.3708 5.3671 5.3667
95.3689 5.3721 5.3713 5.3722 5.3692 5.3689
105.3665 5.3675 5.3693 5.3683 5.3737 5.3692
MINITAB的分析结果如下:
————— 2011/12/27 16:49:25 ————————————————————
欢迎使用 Minitab,请按 F1 获得有关帮助。
量具 R&R 研究工作表
部件: 10 操作员: 3
仿行: 2 总试验数: 60
量具 R&R 研究 - 方差分析法
数据 的量具 R&R
量具名称: CNC影像测量仪
研究日期: 2011年12月27日
报表人:
公差:
其他:
包含交互作用的双因子方差分析表
来源 自由度 SS MS F P
部件 9 0.0003698 0.0000411 9.93065 0.000
操作员 2 0.0000558 0.0000279 6.74442 0.007
部件 * 操作员 18 0.0000745 0.0000041 2.21827 0.026
重复性 30 0.0000560 0.0000019
合计 59 0.0005560
删除交互作用项选定的 Alpha = 0.25
量具 R&R
方差分量
来源 方差分量 贡献率
合计量具 R&R 0.0000042 40.49
重复性 0.0000019 18.02
再现性 0.0000023 22.46
操作员 0.0000012 11.48
操作员*部件 0.0000011 10.98
部件间 0.0000062 59.51
合计变异 0.0000103 100.00
过程公差 = 0.05
研究变异 %研究变 %公差
来源 标准差(SD) (6 * SD) 异 (%SV) (SV/Toler)
合计量具 R&R 0.0020469 0.0122812 63.63 24.56
重复性 0.0013657 0.0081943 42.46 16.39
再现性 0.0015246 0.0091478 47.40 18.30
操作员 0.0010901 0.0065407 33.89 13.08
操作员*部件 0.0010659 0.0063954 33.14 12.79
部件间 0.0024816 0.0148896 77.14 29.78
合计变异 0.0032168 0.0193010 100.00 38.60
可区分的类别数 = 1
现在的问题主要有:
- GRR为什么会这么高?NDC为什么这么低?
- 会不会是由于取样没有覆盖产品公差造成的?但是要覆盖产品公差很难,因为这个产品是用精密模具冲切的,实际的产品变差无法覆盖产品的全公差。
2012.01.07更新
鉴于有朋友认为是测量方法/操作员手法有问题,经过了解及讨论后,得知测量此尺寸有两种方法可用,分别描述如下:
方法一:
使用测量软件提供的单点检测器,在制品左侧取一点A,右侧取两点B/C并根据两点建立直线,然后测量点到直线的距离。
方法二:
使用测量软件提供的多点平均检测器,在制品左侧自动取多点并自动得出平均值得到点A,在右侧上方同样得到点B,右侧下方得到点C,根据B/C两点建立直线,然后测量点A至直线BC的距离。
以上两种方法,按理论上分析,应该是方法二的精度要稍微高些,那么该如何进行确认呢?我考虑和如下一种方法,不知是否可行?请各位指点!
按两种方法,分别测量一批制品,得到两组数据,然后,因为两组数据的均值未知,因此比较两组数据的标准差,标准差低者,说明数据的散布比较小,精确度要高些。(因为是比较方差,所以样本数量应大于30)
由于两种方法测量时,操作者不变、测量设备不变、制品不变、环境不变,仅测量方法变化,因此,可以比较出测量方法上的差别。
但是,由于制品的实际真值未知,测量方法的准确度该如何比较?
没有找到相关结果
已邀请:




52 个回复
withforever (威望:0) (江苏 苏州) 机械制造 副经理 - 从CNC转行体系,外加新产品导入。
赞同来自:
此次MSA分析主要就是检验各位检验员的检验状况是否一致,因为相对来说,测量仪的偏倚及公差是能保证测量精度的,但没想到,分析的结果会这么糟糕!
楼上有些朋友也有指出,各位检验员的手法可能不一致。对此,也进行了了解,三位检验员测量此尺寸时,方法均是测量点到直线的距离。