
MSA操作中遇到的问题
在做MSA时出现了以下一些问题:
现用投影仪测量导电胶厚度,投影仪分辨率为0.001mm,厚度规格为0.90+/-0.1 mm。从IQC来料中抽取了10个物料,三个评价者进行测量。
Part Appraiser value
1 A 0.933
1 A 0.931
1 A 0.929
2 A 0.931
2 A 0.93
2 A 0.947
3 A 0.94
3 A 0.935
3 A 0.942
4 A 0.934
4 A 0.928
4 A 0.926
5 A 0.934
5 A 0.951
5 A 0.932
6 A 0.934
6 A 0.93
6 A 0.932
7 A 0.952
7 A 0.943
7 A 0.954
8 A 0.938
8 A 0.934
8 A 0.936
9 A 0.931
9 A 0.934
9 A 0.936
10 A 0.938
10 A 0.921
10 A 0.93
1 B 0.933
1 B 0.928
1 B 0.922
2 B 0.945
2 B 0.936
2 B 0.923
3 B 0.944
3 B 0.939
3 B 0.923
4 B 0.939
4 B 0.931
4 B 0.929
5 B 0.92
5 B 0.928
5 B 0.929
6 B 0.932
6 B 0.922
6 B 0.922
7 B 0.934
7 B 0.935
7 B 0.923
8 B 0.935
8 B 0.924
8 B 0.922
9 B 0.926
9 B 0.926
9 B 0.92
10 B 0.935
10 B 0.925
10 B 0.915
1 C 0.941
1 C 0.933
1 C 0.931
2 C 0.945
2 C 0.932
2 C 0.938
3 C 0.941
3 C 0.919
3 C 0.921
4 C 0.931
4 C 0.945
4 C 0.93
5 C 0.932
5 C 0.928
5 C 0.933
6 C 0.935
6 C 0.932
6 C 0.921
7 C 0.941
7 C 0.948
7 C 0.931
8 C 0.933
8 C 0.923
8 C 0.924
9 C 0.949
9 C 0.927
9 C 0.936
10 C 0.934
10 C 0.928
10 C 0.927
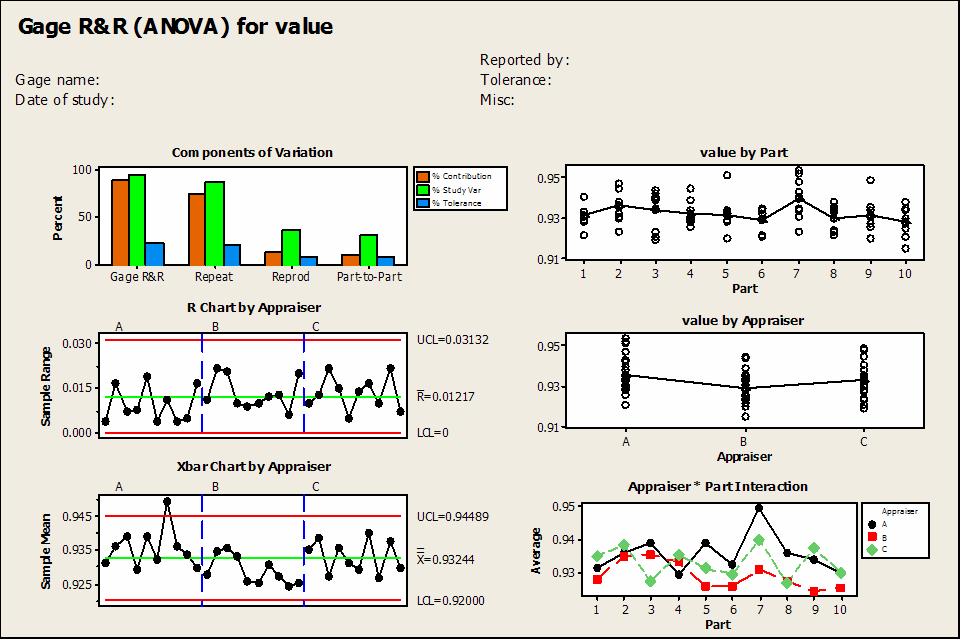
以下是MSA的实验结果:
可以看出可区分类别数(NDC)为1,是否选料出现问题?由于所选物料尺寸太接近,10个物料中最小值为0.915,最大值为0.954,最大值与最小值只相差0.039,所以即使测量系统是很精确的,NDC也很差?最后结果显示,测量系统的误差主要来自GR&R。
Process tolerance = 0.2
Study Var %Study Var %Tolerance
Source StdDev (SD) (6 * SD) (%SV) (SV/Toler)
Total Gage R&R 0.0078830 0.0472980 94.76 23.65
Repeatability 0.0072432 0.0434590 87.07 21.73
Reproducibility 0.0031110 0.0186659 37.40 9.33
Appraiser 0.0031110 0.0186659 37.40 9.33
Part-To-Part 0.0026580 0.0159481 31.95 7.97
Total Variation 0.0083191 0.0499144 100.00 24.96
Number of Distinct Categories = 1
书中说可从平均值图看出仪器分辨率是否足够,若X Bar图有一半值是在控制限以外,才可以说明仪器分辨率足够。但仪器分辨率已达0.001,物料公差限有0.2那么大,理论上讲分辨率完全足够,所以实验结果有点矛盾。又有一种说法,R图的分层大于5,便说明仪器分辨率足够,是否这样?
从图表可以看出,在平均图中,基本全部数据在控制限内,所以NDC=1。
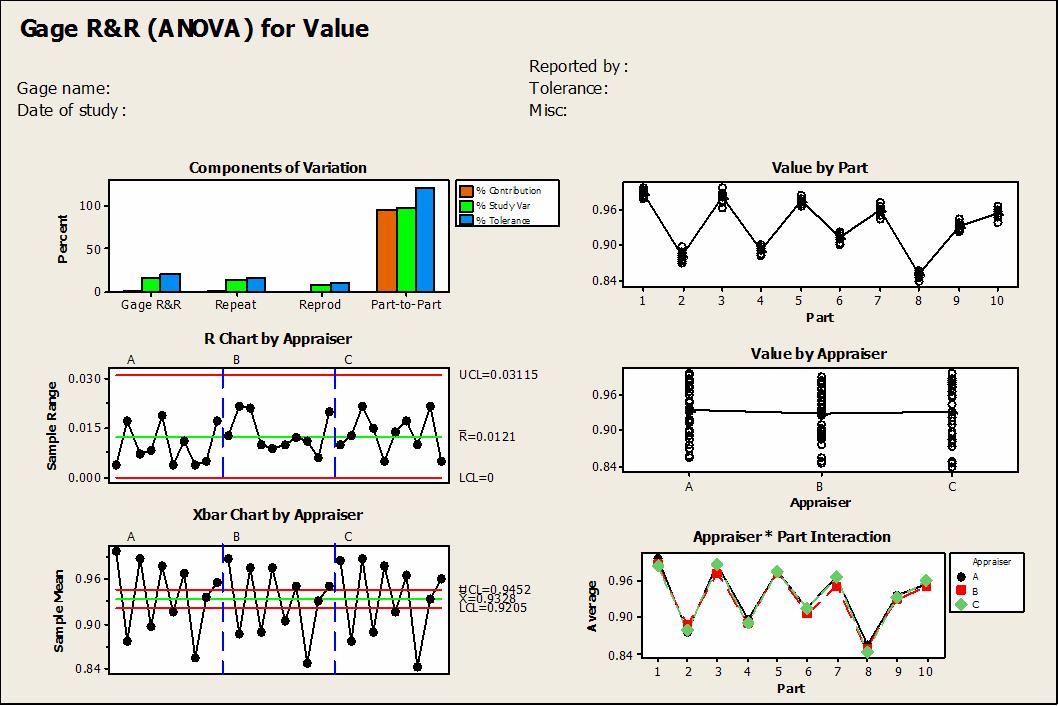
因此,根据控制限的计算公式 UCL=Xbar+A2Rbar,LCL=Xbar-A2Rbar(公式有点打不出)虚构了零件的尺寸,最小值为0.838,最大值为0.998,最大值与最小值相差为0.16,而且使极差以及最后平均值基本保持不变,因此控制限基本不变,但由于所选零件一些比原来的小,另外一些比原来的大,因此就使许多点超出了控制限。从而使大部分数值超出控制限。NDC=8。MSA实验结果如下:
Part Appraiser Value
1 A 0.998
1 A 0.996
1 A 0.994
2 A 0.886
2 A 0.876
2 A 0.869
3 A 0.99
3 A 0.986
3 A 0.983
4 A 0.892
4 A 0.896
4 A 0.9
5 A 0.967
5 A 0.976
5 A 0.986
6 A 0.914
6 A 0.916
6 A 0.918
7 A 0.972
7 A 0.966
7 A 0.961
8 A 0.858
8 A 0.856
8 A 0.854
9 A 0.933
9 A 0.936
9 A 0.938
10 A 0.966
10 A 0.95
10 A 0.949
1 B 0.979
1 B 0.986
1 B 0.992
2 B 0.899
2 B 0.888
2 B 0.877
3 B 0.963
3 B 0.973
3 B 0.984
4 B 0.885
4 B 0.89
4 B 0.895
5 B 0.969
5 B 0.973
5 B 0.978
6 B 0.9
6 B 0.905
6 B 0.91
7 B 0.956
7 B 0.95
7 B 0.944
8 B 0.854
8 B 0.848
8 B 0.843
9 B 0.933
9 B 0.93
9 B 0.927
10 B 0.94
10 B 0.95
10 B 0.96
1 C 0.98
1 C 0.982
1 C 0.99
2 C 0.872
2 C 0.878
2 C 0.885
3 C 0.997
3 C 0.986
3 C 0.975
4 C 0.896
4 C 0.894
4 C 0.881
5 C 0.979
5 C 0.976
5 C 0.974
6 C 0.923
6 C 0.916
6 C 0.909
7 C 0.956
7 C 0.966
7 C 0.973
8 C 0.848
8 C 0.843
8 C 0.838
9 C 0.944
9 C 0.933
9 C 0.922
10 C 0.962
10 C 0.958
10 C 0.957
Process tolerance = 0.2
Study Var %Study Var %Tolerance
Source StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)
Total Gage R&R 0.0080627 0.041523 16.76 20.76
Repeatability 0.0068060 0.035051 14.15 17.53
Reproducibility 0.0043226 0.022262 8.99 11.13
Appraiser 0.0029550 0.015218 6.14 7.61
Appraiser*Part 0.0031549 0.016247 6.56 8.12
Part-To-Part 0.0474268 0.244248 98.59 122.12
Total Variation 0.0481072 0.247752 100.00 123.88
Number of Distinct Categories = 8
NDC为8,显示出测量系统是很好的。最后结果显示,测量系统的变差主要来自零件变差。
该如何解释这一现象,好像测量系统的好坏变成与所选物料有关了。究竟做MSA时,物料应该怎样选取,MSA第三版中有说到,必须保证过程是统计受控的,所选物料应该在过程变差范围,若规格为0.90+/-0.1 mm,即物料的范围应为0.80-1.00,选料时是否不能选超出规格的?若选料是10个物料等间隔的在0.80-1.00,那仪器的NDC不用计算,根据感觉,出来的结果应该是较好的。
另,若生产商生产比较稳定,物料厚度保持在0.90,是否不需要做MSA?
MSA是否在物料生产商那里做,以便用于控制制程,在使用方来料检验做MSA是否意义不大?
请参考附件取得实验中的相关图表。
期待大家的讨论。
现用投影仪测量导电胶厚度,投影仪分辨率为0.001mm,厚度规格为0.90+/-0.1 mm。从IQC来料中抽取了10个物料,三个评价者进行测量。
Part Appraiser value
1 A 0.933
1 A 0.931
1 A 0.929
2 A 0.931
2 A 0.93
2 A 0.947
3 A 0.94
3 A 0.935
3 A 0.942
4 A 0.934
4 A 0.928
4 A 0.926
5 A 0.934
5 A 0.951
5 A 0.932
6 A 0.934
6 A 0.93
6 A 0.932
7 A 0.952
7 A 0.943
7 A 0.954
8 A 0.938
8 A 0.934
8 A 0.936
9 A 0.931
9 A 0.934
9 A 0.936
10 A 0.938
10 A 0.921
10 A 0.93
1 B 0.933
1 B 0.928
1 B 0.922
2 B 0.945
2 B 0.936
2 B 0.923
3 B 0.944
3 B 0.939
3 B 0.923
4 B 0.939
4 B 0.931
4 B 0.929
5 B 0.92
5 B 0.928
5 B 0.929
6 B 0.932
6 B 0.922
6 B 0.922
7 B 0.934
7 B 0.935
7 B 0.923
8 B 0.935
8 B 0.924
8 B 0.922
9 B 0.926
9 B 0.926
9 B 0.92
10 B 0.935
10 B 0.925
10 B 0.915
1 C 0.941
1 C 0.933
1 C 0.931
2 C 0.945
2 C 0.932
2 C 0.938
3 C 0.941
3 C 0.919
3 C 0.921
4 C 0.931
4 C 0.945
4 C 0.93
5 C 0.932
5 C 0.928
5 C 0.933
6 C 0.935
6 C 0.932
6 C 0.921
7 C 0.941
7 C 0.948
7 C 0.931
8 C 0.933
8 C 0.923
8 C 0.924
9 C 0.949
9 C 0.927
9 C 0.936
10 C 0.934
10 C 0.928
10 C 0.927
以下是MSA的实验结果:
可以看出可区分类别数(NDC)为1,是否选料出现问题?由于所选物料尺寸太接近,10个物料中最小值为0.915,最大值为0.954,最大值与最小值只相差0.039,所以即使测量系统是很精确的,NDC也很差?最后结果显示,测量系统的误差主要来自GR&R。
Process tolerance = 0.2
Study Var %Study Var %Tolerance
Source StdDev (SD) (6 * SD) (%SV) (SV/Toler)
Total Gage R&R 0.0078830 0.0472980 94.76 23.65
Repeatability 0.0072432 0.0434590 87.07 21.73
Reproducibility 0.0031110 0.0186659 37.40 9.33
Appraiser 0.0031110 0.0186659 37.40 9.33
Part-To-Part 0.0026580 0.0159481 31.95 7.97
Total Variation 0.0083191 0.0499144 100.00 24.96
Number of Distinct Categories = 1
书中说可从平均值图看出仪器分辨率是否足够,若X Bar图有一半值是在控制限以外,才可以说明仪器分辨率足够。但仪器分辨率已达0.001,物料公差限有0.2那么大,理论上讲分辨率完全足够,所以实验结果有点矛盾。又有一种说法,R图的分层大于5,便说明仪器分辨率足够,是否这样?
从图表可以看出,在平均图中,基本全部数据在控制限内,所以NDC=1。
因此,根据控制限的计算公式 UCL=Xbar+A2Rbar,LCL=Xbar-A2Rbar(公式有点打不出)虚构了零件的尺寸,最小值为0.838,最大值为0.998,最大值与最小值相差为0.16,而且使极差以及最后平均值基本保持不变,因此控制限基本不变,但由于所选零件一些比原来的小,另外一些比原来的大,因此就使许多点超出了控制限。从而使大部分数值超出控制限。NDC=8。MSA实验结果如下:
Part Appraiser Value
1 A 0.998
1 A 0.996
1 A 0.994
2 A 0.886
2 A 0.876
2 A 0.869
3 A 0.99
3 A 0.986
3 A 0.983
4 A 0.892
4 A 0.896
4 A 0.9
5 A 0.967
5 A 0.976
5 A 0.986
6 A 0.914
6 A 0.916
6 A 0.918
7 A 0.972
7 A 0.966
7 A 0.961
8 A 0.858
8 A 0.856
8 A 0.854
9 A 0.933
9 A 0.936
9 A 0.938
10 A 0.966
10 A 0.95
10 A 0.949
1 B 0.979
1 B 0.986
1 B 0.992
2 B 0.899
2 B 0.888
2 B 0.877
3 B 0.963
3 B 0.973
3 B 0.984
4 B 0.885
4 B 0.89
4 B 0.895
5 B 0.969
5 B 0.973
5 B 0.978
6 B 0.9
6 B 0.905
6 B 0.91
7 B 0.956
7 B 0.95
7 B 0.944
8 B 0.854
8 B 0.848
8 B 0.843
9 B 0.933
9 B 0.93
9 B 0.927
10 B 0.94
10 B 0.95
10 B 0.96
1 C 0.98
1 C 0.982
1 C 0.99
2 C 0.872
2 C 0.878
2 C 0.885
3 C 0.997
3 C 0.986
3 C 0.975
4 C 0.896
4 C 0.894
4 C 0.881
5 C 0.979
5 C 0.976
5 C 0.974
6 C 0.923
6 C 0.916
6 C 0.909
7 C 0.956
7 C 0.966
7 C 0.973
8 C 0.848
8 C 0.843
8 C 0.838
9 C 0.944
9 C 0.933
9 C 0.922
10 C 0.962
10 C 0.958
10 C 0.957
Process tolerance = 0.2
Study Var %Study Var %Tolerance
Source StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)
Total Gage R&R 0.0080627 0.041523 16.76 20.76
Repeatability 0.0068060 0.035051 14.15 17.53
Reproducibility 0.0043226 0.022262 8.99 11.13
Appraiser 0.0029550 0.015218 6.14 7.61
Appraiser*Part 0.0031549 0.016247 6.56 8.12
Part-To-Part 0.0474268 0.244248 98.59 122.12
Total Variation 0.0481072 0.247752 100.00 123.88
Number of Distinct Categories = 8
NDC为8,显示出测量系统是很好的。最后结果显示,测量系统的变差主要来自零件变差。
该如何解释这一现象,好像测量系统的好坏变成与所选物料有关了。究竟做MSA时,物料应该怎样选取,MSA第三版中有说到,必须保证过程是统计受控的,所选物料应该在过程变差范围,若规格为0.90+/-0.1 mm,即物料的范围应为0.80-1.00,选料时是否不能选超出规格的?若选料是10个物料等间隔的在0.80-1.00,那仪器的NDC不用计算,根据感觉,出来的结果应该是较好的。
另,若生产商生产比较稳定,物料厚度保持在0.90,是否不需要做MSA?
MSA是否在物料生产商那里做,以便用于控制制程,在使用方来料检验做MSA是否意义不大?
请参考附件取得实验中的相关图表。
期待大家的讨论。
没有找到相关结果
已邀请:



15 个回复
paladin_li (威望:1) (江苏 苏州) 汽车制造相关 工程师
赞同来自:
类似问题其实可以参考属性型G R&R Sample:1/3 OK,1/3 NG,1/3(NG+OK)...
MSA目的在于考量量测系统的能力,是否有足够的能力认知制程中的变异.就如Xbar-R中用量测系统的R(bar)来探测观测值的变异.