
控制线过窄——SPC中实行中遇到的实际问题?
本帖最后由 wangyuncg 于 2010-9-5 23:12 编辑
求助各位:
我在SPC中实行中遇到了一个实际问题。
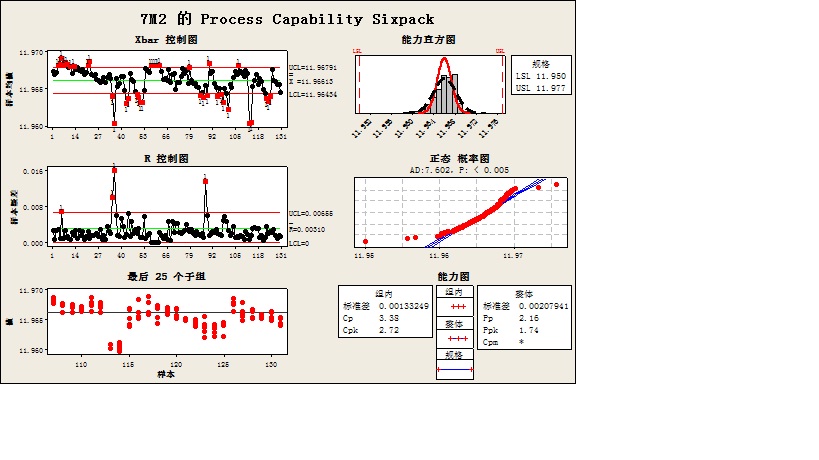
就是根据125个数据先做分析用控制图以确定控制线时,导入数据后minitab生成的UCL LCL间距只有0.004,太窄了!
即UCL=11.96791、X =11.96613、LCL=11.96434 (公差带是0.027,用的加工中心)
过程能力还不错,但因为控制线太窄,造成了我Xbar-R图里面很多点都超界了。如图
那么在实际应用中不是很容易就超界了吗?具体该怎么操作控制啊?
求助各位:
我在SPC中实行中遇到了一个实际问题。
就是根据125个数据先做分析用控制图以确定控制线时,导入数据后minitab生成的UCL LCL间距只有0.004,太窄了!
即UCL=11.96791、X =11.96613、LCL=11.96434 (公差带是0.027,用的加工中心)
过程能力还不错,但因为控制线太窄,造成了我Xbar-R图里面很多点都超界了。如图
那么在实际应用中不是很容易就超界了吗?具体该怎么操作控制啊?
没有找到相关结果
已邀请:




29 个回复
windforcer (威望:5) (江苏 常州) 机械制造 主管
赞同来自: jacd
1.Xbar-R的数据,样本量5/次,用minitab时,子组应选用5,这样画出的才是Xbar-R chart。你选择的肯定是子组=1,是以每一个数据为研究对象,画出的是推移图。--你的算法是错的
2.控制线±3sigma建立的基础是以每个子组为研究对象,子组超控的概率是97.5%。现在子组是5,如果以单个数据超差进行控制,就不对了。--你得研究对象是错的
3.Xbar-R的超控问题,不应该放到这里讨论。应该是测量、填表时发现超差,需要停下来确认原因,确定是否需要调整。--你的使用方法是错的
综上:
1.重新确定控制线。异常点需要确认原因后,确定是否需要消除。当然子组为5
2.Xbar-R图是现场生产时作,做过程控制作用,有异常及时分析、纠正,不是收集数据后进行分析时才用到。
3.你需要再学习一下SPC,没有理解Xbar-R的目的,所以做的事情都是有问题的。