
连续取样的计算cpk之疑问,请高手救急!
从一批200pcs来料中,连续随机抽样40pcs,测试厚度。得到的数据正太性OK,计算CPK时候,子组大小两种方法:
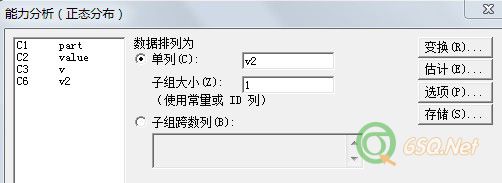
(1)、将子组大小设置为1,就有40个子组了,按照移动极差计算sigma
(2)、将子组大小设置为40,就只有1个子组了。按照唯一的这组极差来求得sigma;
两种做法区别何在?碰到这种连续抽样情况,该如何处理呢?
个人认为cpk反应组内波动,但是连续取样,可以认为不存在组间波动,貌似按照(2)计算比较合理啊,但是《统计指南》中貌似只提到了第一种方法。 各位认为如何?
(1)、将子组大小设置为1,就有40个子组了,按照移动极差计算sigma
(2)、将子组大小设置为40,就只有1个子组了。按照唯一的这组极差来求得sigma;
两种做法区别何在?碰到这种连续抽样情况,该如何处理呢?
个人认为cpk反应组内波动,但是连续取样,可以认为不存在组间波动,貌似按照(2)计算比较合理啊,但是《统计指南》中貌似只提到了第一种方法。 各位认为如何?
没有找到相关结果
已邀请:



4 个回复
smartxie (威望:9) (广东 佛山) 在校学生 -
赞同来自: lene_732