
SPC 注塑关键参数过程监测效果图和问题
本帖最后由 apple★ 于 2012-6-8 13:40 编辑
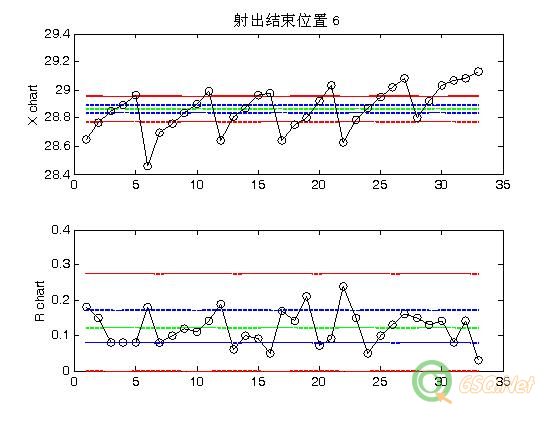
发现很多人回帖都没细看的:再强调一下背景:注塑过程关键工艺参数监测(某点压力,速度,温度,不是产品质量):每隔几个批次(cycle time =5个批次)取一次数据;每4个数据(sanple size=4)组成一组;
每天取样本组大概5-6个,得到的管控图如下;按理说应该是没有问题的,我做的是正常实验;
为什么我的极差受控,但是均值不受控呢?谁能解释一下啊
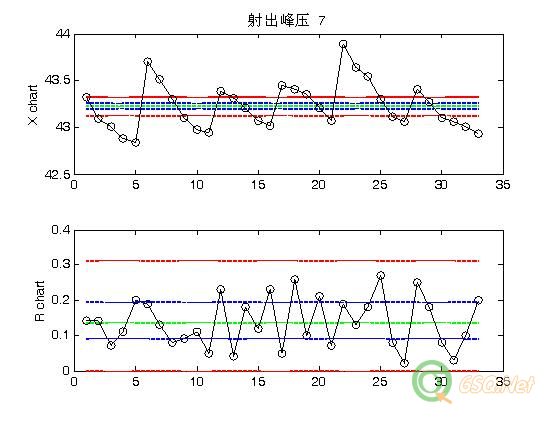
发现很多人回帖都没细看的:再强调一下背景:注塑过程关键工艺参数监测(某点压力,速度,温度,不是产品质量):每隔几个批次(cycle time =5个批次)取一次数据;每4个数据(sanple size=4)组成一组;
每天取样本组大概5-6个,得到的管控图如下;按理说应该是没有问题的,我做的是正常实验;
为什么我的极差受控,但是均值不受控呢?谁能解释一下啊
没有找到相关结果
已邀请:



29 个回复
残云 (威望:0) (广东 深圳) 电子制造 工程师 - 实践
赞同来自: