
请教关于多变量过程能力计算问题/附实例
关于3变量过程能力 如何计算?
具体数据如下
浆料玻璃粉F-531型号SPC评价和Cpk计算
批次 d(0.5) d(0.9) D
上规范TU=3 上规范TU=8 上规范TU=4
1 2.276 7.720 3.556
2 2.448 7.972 3.840
3 2.635 8.600 4.016
4 2.451 8.295 3.973
5 1.951 6.233 2.949
6 2.075 6.612 2.986
7 2.760 8.871 3.910
8 1.821 4.754 2.314
9 1.667 3.683 1.966
10 2.094 5.438 2.164
11 1.852 4.870 2.363
12 1.983 6.035 2.784
13 1.353 4.518 2.045
14 1.685 5.163 2.360
15 2.052 6.666 2.961
16 1.717 5.052 2.367
17 1.960 6.077 2.775
18 3.100 7.995 3.826
19 2.456 7.605 3.436
20 1.896 5.842 2.668
21 1.809 5.388 2.501
22 1.544 4.998 3.759
23 2.313 7.434 3.31
24 1.586 4.266 2.054
25 1.517 4.598 2.15
26 1.781 5.654 2.562
27 2.005 5.881 2.731
28 2.143 6.999 3.085
29 1.87 5.982 2.69
30 1.323 3.695 1.888
31 1.337 3.255 1.665
下面是 西电微电子学院 教授回复的 MCPK 计算
二、工序能力指数MCpk计算
说明:MCpk中字母M表示是“多变量”Cpk
计算结果:
均值向量为 μ=(1.983, 6.00, 2.83)
0.180 0.595 0.243
协方差矩阵为 Σ= 0.595 2.309 0.959
0.243 0.959 0.476
下规范限TL=(0, 0, 0) 上规范限TU=(3.0, 8.0, 4.0)
由以上数据计算得到: 多变量工序能力指数 MCpk= 0.428
分析:该Cpk值较小,其原因在于:在31组数据中,已明显不满足规范要求的就有3、4、7、18共4批数据(已在表中用标出),占13%,因此,直观分析,这批数据成品率不会很高。
从下面三个变量的分别分析可见,其中d(0.5)的较好,d(0.9)的较差。
由于 不是很熟悉 数学 计算模型 所以想求教一下 这个 可以通过 SPC软件 实现吗?
最好是 infinity QS 或者 Minitab
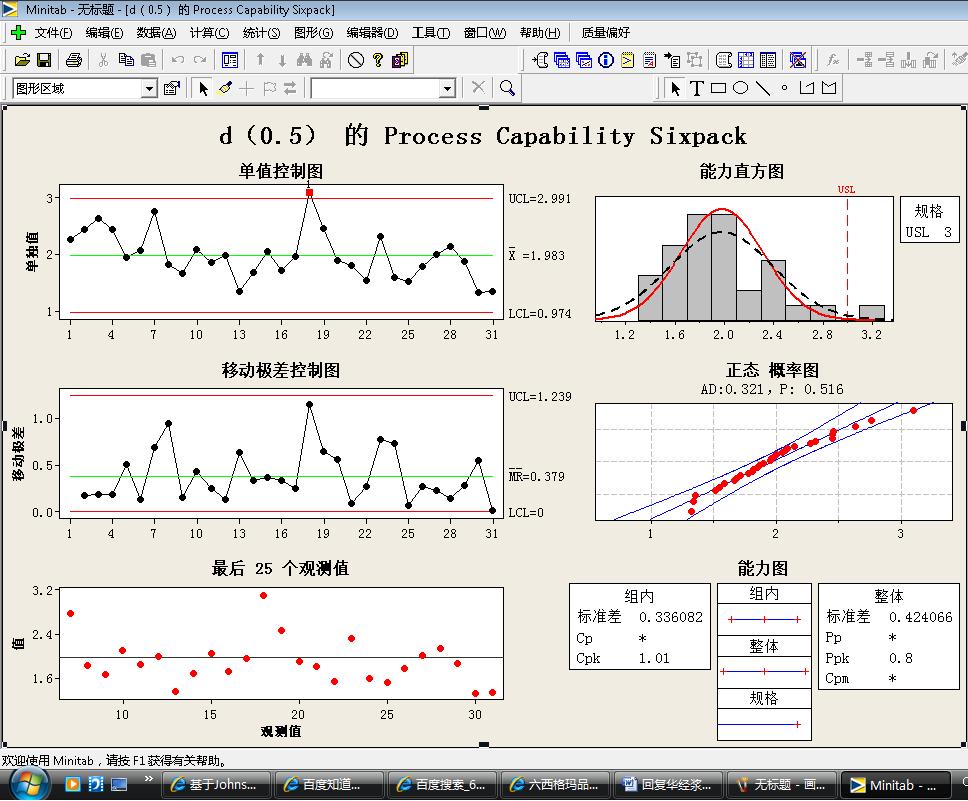
另 为何 我通过Minitab计算出的单个变量的CPK与 西电教授回复我的 明显偏低 附图
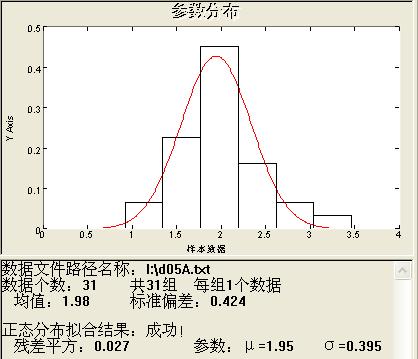
西电:(1) d(0.5):Cpk为0.96
我通过MINITAB 计算出来的D05
3个单独变量过程能力计算,都是 我自己算的比西电发给我的 CPK偏小
不明白 西电 那个图 里面的 U=1.95 Sigma=0.395是怎么来的 郁闷之极吖。。
难道 Minitab是错误的?
迷茫中啊 希望 O大师 指教一下
具体数据如下
浆料玻璃粉F-531型号SPC评价和Cpk计算
批次 d(0.5) d(0.9) D
上规范TU=3 上规范TU=8 上规范TU=4
1 2.276 7.720 3.556
2 2.448 7.972 3.840
3 2.635 8.600 4.016
4 2.451 8.295 3.973
5 1.951 6.233 2.949
6 2.075 6.612 2.986
7 2.760 8.871 3.910
8 1.821 4.754 2.314
9 1.667 3.683 1.966
10 2.094 5.438 2.164
11 1.852 4.870 2.363
12 1.983 6.035 2.784
13 1.353 4.518 2.045
14 1.685 5.163 2.360
15 2.052 6.666 2.961
16 1.717 5.052 2.367
17 1.960 6.077 2.775
18 3.100 7.995 3.826
19 2.456 7.605 3.436
20 1.896 5.842 2.668
21 1.809 5.388 2.501
22 1.544 4.998 3.759
23 2.313 7.434 3.31
24 1.586 4.266 2.054
25 1.517 4.598 2.15
26 1.781 5.654 2.562
27 2.005 5.881 2.731
28 2.143 6.999 3.085
29 1.87 5.982 2.69
30 1.323 3.695 1.888
31 1.337 3.255 1.665
下面是 西电微电子学院 教授回复的 MCPK 计算
二、工序能力指数MCpk计算
说明:MCpk中字母M表示是“多变量”Cpk
计算结果:
均值向量为 μ=(1.983, 6.00, 2.83)
0.180 0.595 0.243
协方差矩阵为 Σ= 0.595 2.309 0.959
0.243 0.959 0.476
下规范限TL=(0, 0, 0) 上规范限TU=(3.0, 8.0, 4.0)
由以上数据计算得到: 多变量工序能力指数 MCpk= 0.428
分析:该Cpk值较小,其原因在于:在31组数据中,已明显不满足规范要求的就有3、4、7、18共4批数据(已在表中用标出),占13%,因此,直观分析,这批数据成品率不会很高。
从下面三个变量的分别分析可见,其中d(0.5)的较好,d(0.9)的较差。
由于 不是很熟悉 数学 计算模型 所以想求教一下 这个 可以通过 SPC软件 实现吗?
最好是 infinity QS 或者 Minitab
另 为何 我通过Minitab计算出的单个变量的CPK与 西电教授回复我的 明显偏低 附图
西电:(1) d(0.5):Cpk为0.96
我通过MINITAB 计算出来的D05
3个单独变量过程能力计算,都是 我自己算的比西电发给我的 CPK偏小
不明白 西电 那个图 里面的 U=1.95 Sigma=0.395是怎么来的 郁闷之极吖。。
难道 Minitab是错误的?
迷茫中啊 希望 O大师 指教一下
没有找到相关结果
已邀请:



2 个回复
hzphzbb (威望:0)
赞同来自:
郁闷中